
Moderne Lebensmittelverarbeitungsanlagen stehen zunehmend unter Druck, die Durchsatzleistung zu steigern, Hygienestandards einzuhalten und die Personalkosten zu senken – und das bei gleichbleibender Produktqualität. Automatisierte Verpackungsprozesse sind zur Grundlage von Hochvolumen-Fleischverarbeitungsbetrieben geworden; ihr Erfolg hängt jedoch entscheidend von Verpackungskomponenten ab, die sich nahtlos in robotergestützte Systeme, Fördermechanismen und Qualitätskontrollpunkte integrieren lassen. Das Kunststoff-Fleischfach fungiert als kritische Schnittstelle zwischen dem Rohprodukt und der automatisierten Handhabungsausrüstung: Es dient nicht bloß als Behälter, sondern als präzisionsgefertigte Komponente, die exakt auf die dimensionsbezogenen, strukturellen und materialbedingten Anforderungen mechanisierter Verpackungslinien abgestimmt ist.

Das Verständnis, wie das Kunststoff-Fleischfach in diese komplexen Systeme integriert wird, erfordert die Untersuchung der mechanischen, maßlichen und materiellen Eigenschaften, die ein zuverlässiges automatisiertes Handling ermöglichen. Von robotergestützten Pick-and-Place-Vorgängen bis hin zu Hochgeschwindigkeits-Verpackungsstationen stellt jede Phase des automatisierten Arbeitsablaufs spezifische Anforderungen an das Tray-Design, die Steifigkeit und die Oberflächeneigenschaften. Dieser Artikel untersucht die technische Beziehung zwischen den Spezifikationen von Kunststoff-Fleischfächern und den funktionalen Anforderungen automatisierter Lebensmittelverpackungssysteme und zeigt auf, wie die Konstruktion der Fächer unmittelbar Einfluss auf die Linien-Effizienz, den Produktschutz und die betriebliche Zuverlässigkeit in industriellen Fleischverarbeitungsumgebungen nimmt.
Maßgenauigkeit und Kompatibilität mit robotergestütztem Handling
Standardisierte Grundflächenanforderungen für die Integration in Förderanlagen
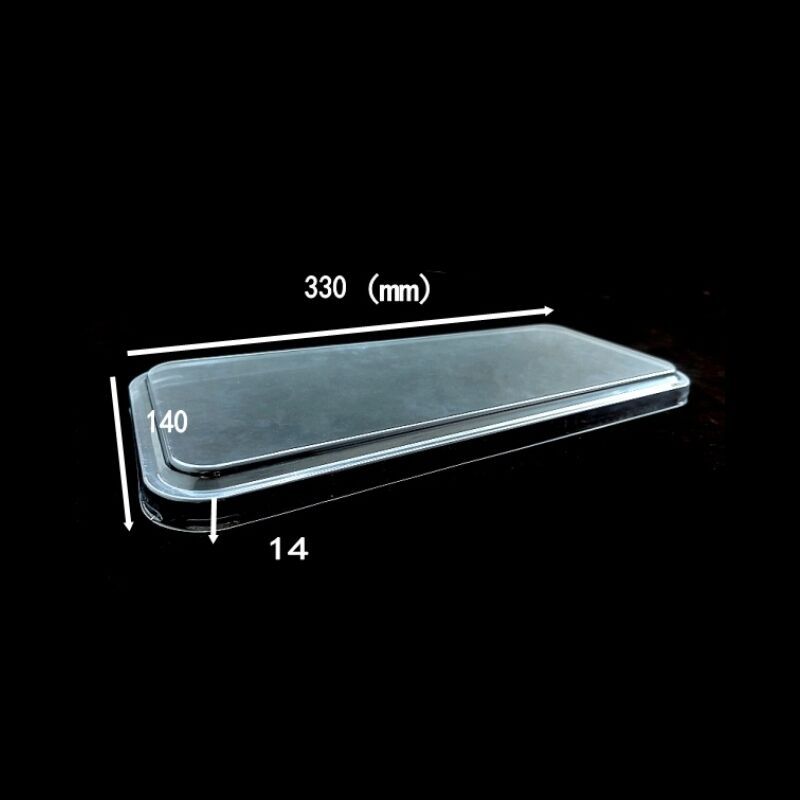
Automatisierte Verpackungslinien arbeiten nach dem Prinzip einer konsistenten räumlichen Positionierung, wobei jede Komponente während der gesamten Handhabungssequenz einen vorhersagbaren Standort einnehmen muss. Das Kunststoff-Fleischfach erreicht die Kompatibilität mit Förderbändern durch präzise gesteuerte Außenabmessungen, die mit Standardbandbreiten, Transfereinrichtungen und Ansammelzonen übereinstimmen. Fertigungstoleranzen, die üblicherweise innerhalb von ±0,5 mm gehalten werden, gewährleisten, dass die Fächer reibungslos durch Führungsschienen, Wendeeinrichtungen und Zusammenführungsstellen laufen, ohne zu verklemmen oder auszurichten. Diese dimensionsbezogene Konsistenz wird insbesondere an Hochgeschwindigkeitskreuzungen entscheidend, wo die zeitliche Synchronisation von einer einheitlichen Grundfläche der Fächer abhängt, die in berechneten Zeitintervallen die Erfassungszonen betreten.
Förderanlagen, die für Arbeitsabläufe in der Fleischverpackung konzipiert sind, enthalten Sensoren, die das Vorhandensein, die Position und Ausrichtung von Schalen anhand der Kantenerkennung und Höhenprofilierung erfassen. Die Kunststoffschale für Fleisch muss konsistente Referenzflächen aufweisen, die diese Sensoren zuverlässig über Tausende von Zyklen pro Schicht auslösen. Abweichungen in der Grundflächen-Ebenheit oder der Randgeometrie können zu Fehlauslösungen oder nicht erkannten Schalen führen und damit die zeitliche Abstimmung zwischen den vorgelagerten Befüllstationen und den nachgelagerten Verpackungsmaschinen stören. Ingenieure spezifizieren Schalenkonstruktionen mit verstärkten Randstrukturen, die auch bei Vibrationen, Beschleunigungen und Richtungsänderungen – wie sie typischerweise in mehrstufigen Förderanlagen auftreten – geometrische Stabilität bewahren.
Greifer-Schnittstellendesign für robotergestützte Transfervorgänge
Robotische Pick-and-Place-Systeme stellen die anspruchsvollste Anwendung für den Umgang mit Kunststoff-Fleischschalen dar und erfordern Oberflächenmerkmale, die ein sicheres Greifen ohne Produktkontamination oder Verformung der Schale ermöglichen. In der Lebensmittelautomatisierung häufig eingesetzte Vakuum-Saugnapf-Greifer setzen auf glatte, ebene Landezonen an der Schalenbasis oder am Schalenrand, wo die Saugkraft einen zuverlässigen Kontakt herstellen kann. Die Kunststoff-Fleischschale weist geformte Greifzonen mit spezifizierter Oberflächenbeschaffenheit auf – typischerweise 32 Mikroinch Ra oder glatter –, um eine konsistente Dichtbildung unter unterschiedlichen Umgebungsbedingungen sicherzustellen, darunter Temperaturschwankungen und Restfeuchtigkeit.
Alternative Greifer-Technologien wie mechanische Klammern und magnetische Systeme stellen unterschiedliche Anforderungen an die Gestaltung der Schalenarchitektur. Endeffektor-Ausführungen mit Klemmmechanismus erfordern verstärkte Randbereiche, die lokal begrenzte Druckkräfte ohne Rissbildung oder bleibende Verformung aufnehmen können, wobei gleichzeitig lebensmittelverträgliche Materialeigenschaften gewahrt bleiben müssen. Die konstruktive Auslegung der Kunststoff-Fleischschale berücksichtigt diese mechanischen Belastungen durch gezielte Rippenanordnung und Optimierung der Wandstärke, wodurch Griffzonen entstehen, die Handhabungskräfte absorbieren und die Integrität der Schale über mehrere automatisierte Berührungspunkte hinweg bewahren. Dieses ingenieurmäßige Gleichgewicht stellt sicher, dass die Schalen von der ersten Befüllung bis zur endgültigen Verpackungsherstellung dimensionsstabil bleiben und eine Positionsverschiebung verhindert wird, die die Genauigkeit der nachgeschalteten Verpackungsprozesse beeinträchtigen würde.
Stapelstabilität während der automatisierten Pufferlagerung
Hochdurchsatz-Betriebe für die Verpackung von Fleisch verwenden häufig Pufferzonen, in denen gefüllte Schalen vorübergehend akkumuliert werden, um Flussratenunterschiede zwischen den einzelnen Verarbeitungsstufen auszugleichen. Die Kunststoffschale für Fleisch muss ein vorhersehbares Stapelverhalten aufweisen, das während dieser Akkumulationsphasen ein Kollabieren der Stapelsäule, eine seitliche Verschiebung oder eine Beschädigung des Produkts verhindert. Eine spezielle Randgeometrie mit ineinander greifenden Elementen oder Stabilisierungsrippen ermöglicht das vertikale Stapeln ohne externe Stützstrukturen und maximiert so die Pufferkapazität bei begrenztem Bodenplatz, während gleichzeitig die sofortige Zugänglichkeit für automatisierte Entnahmesysteme gewährleistet bleibt.
Die Stapelstabilität unter dynamischen Bedingungen gewinnt insbesondere dann an Bedeutung, wenn Pufferzonen mobile Regalsysteme oder automatisierte Lager- und Kommissioniersysteme nutzen, die während der Positionierbewegungen Beschleunigungskräfte erzeugen. Das Kunststoff-Fleischfach erreicht eine stabile Stapelung durch sorgfältig berechnete Nestungsverhältnisse – typischerweise eine Tiefenreduktion von 70–85 % im gestapelten Zustand –, die Raumeffizienz und strukturellen Widerstand gegen seitliche Verschiebung ausgewogen miteinander vereinen. Die Werkstoffauswahl beeinflusst die Stapelleistung erheblich: Formulierungen, die bei gekühlten Temperaturen ausreichende Steifigkeit bewahren, verhindern eine Stapelkompression, die andernfalls die Geometrie des Faches beeinträchtigen und die Präzision der nachgeschalteten Handhabung stören würde.
Werkstoffeigenschaften für den Einsatz in automatisierten Verarbeitungsumgebungen
Thermische Stabilität über Temperaturübergangszonen hinweg
Automatisierte Fleischverpackungsprozesse unterziehen Verpackungsmaterialien routinemäßig schnellen Temperaturwechseln, während die Produkte von gekühlten Lagerräumen über Bereiche mit Raumtemperatur zur Handhabung bis hin zu gekühlten Ausstellungsumgebungen transportiert werden. Das Kunststoff-Fleischfach muss über einen Temperaturbereich von typischerweise −5 °C bis 25 °C innerhalb der Anlagenumgebung hinweg seine Maßhaltigkeit und mechanischen Eigenschaften bewahren. Polymerformulierungen für den automatisierten Einsatz enthalten Zusatzstoffe, die bei niedrigen Temperaturen die Schlagzähigkeit und den Biegemodul erhalten und so Sprödigkeit verhindern, die zu einem Versagen des Faches während robotergestützter Transportschritte oder Übergängen auf Förderbändern führen könnte.
Der Wärmeausdehnungskoeffizient gewinnt in Präzisionsautomatisierungssystemen operative Bedeutung, da bereits dimensionsbezogene Änderungen im Bereich von Bruchteilen eines Millimeters die Sensorausrichtung oder die Positionierung der Greifer stören können. Fortschrittliche plastikfleischtablett die Formulierungen nutzen Polymerblends, die so entwickelt wurden, dass sie die thermische Ausdehnung minimieren und gleichzeitig während der Herstellung durch Thermoformen eine gute Verarbeitbarkeit aufweisen. Diese Materialstabilität stellt sicher, dass die Behälter unabhängig von ihrer Temperaturbelastungshistorie stets konsistente Grundflächen und Referenzflächen beibehalten, wodurch Positionierungsfehler vermieden werden, die andernfalls Echtzeit-Kompensationsalgorithmen in Robotik-Steuerungssystemen erfordern würden.
Optimierung der Oberflächenreibung für eine kontrollierte Förderbandbewegung
Förderband-Schnittstellen erfordern sorgfältig abgestimmte Reibungseigenschaften der Kunststoff-Oberfläche der Fleischschale, um sowohl übermäßiges Rutschen als auch durch zu starken Grip verursachte Blockierungen zu vermeiden. Reibungskoeffizienten im typischen Zielbereich von 0,3 bis 0,5 gewährleisten eine zuverlässige Traktion während Beschleunigungs- und Verzögerungsphasen und ermöglichen gleichzeitig einen reibungslosen Durchlauf durch gekrümmte Abschnitte sowie Höhenunterschiede. Oberflächenstrukturspezifikationen, die sich aus den Werkzeugoberflächenparametern des Spritzgusswerkzeugs ableiten, erzeugen Mikrorauheitsmuster, die konsistente Reibungseigenschaften auch bei Kontakt mit Feuchtigkeit, Fleischproteinen und Reinigungschemikalien aufrechterhalten.
Automatisierte Systeme mit geneigten Förderbändern oder vertikalen Hebevorrichtungen stellen zusätzliche Anforderungen an die Reibungseigenschaften von Kunststoff-Fleischschalen. Ein übermäßiges Abrutschen auf geneigten Flächen kann zu einer Verschiebung der Schalen und zu Kollisionen führen, während eine unzureichende Gleitreibung bei horizontalen Transfers beim Notstopp zu Produktverschüttungen führen kann. Werkstoffingenieure lösen diese widersprüchlichen Anforderungen mittels Oberflächenbehandlungstechnologien wie Plasma-Modifikation oder Zugabe von Additiven, die die Reibungseigenschaften unabhängig von den mechanischen Volumeneigenschaften gezielt einstellen und so sicherstellen, dass die Kunststoff-Fleischschale in allen Förderkonfigurationen innerhalb der Automatisierungsarchitektur einer Anlage zuverlässig funktioniert.
Eigenschaften zur statischen Entladung für die Kompatibilität mit elektronischen Sensoren
Moderne automatisierte Verpackungslinien sind in hohem Maße auf optische Sensoren, kapazitive Näherungssensoren und Bildverarbeitungssysteme angewiesen, die durch statische Aufladung an Kunststoffoberflächen gestört werden können. Das für die Hochgeschwindigkeitsautomatisierung konzipierte Kunststoff-Fleischfach enthält antistatische Zusatzstoffe oder intrinsisch leitfähige Polymerblends, die den Oberflächenwiderstand auf Werte unter 10^11 Ohm pro Quadrat begrenzen und so eine Aufladung verhindern, die Staubkontamination anziehen oder die Funktion der Sensoren stören könnte. Diese gezielte Steuerung der elektrischen Eigenschaften gewinnt insbesondere in Umgebungen mit niedriger Luftfeuchtigkeit an Bedeutung, da dort die Rate der statischen Aufladung deutlich zunimmt – was zu Fehllesungen bei Barcode-Scannern oder falschen Auslösungen bei Produktpräsenzdetektoren führen kann.
Anforderungen an die Ableitung elektrischer Ladung gehen über die Kompatibilität mit Sensoren hinaus und umfassen auch Aspekte der Produktqualität, da elektrostatische Entladungen das Erscheinungsbild der Fleischoberfläche beeinträchtigen und möglicherweise elektromagnetische Störungen in empfindlichen Wägesystemen verursachen können. Der technische Ansatz für das Kunststoff-Fleischtablett berücksichtigt sowohl die erforderliche Leitfähigkeit als auch die lebensmittelrechtlichen Vorschriften, die die Auswahl leitfähiger Zusatzstoffe auf zugelassene Substanzen mit dokumentierten Migrationsgrenzwerten beschränken. Diese sorgfältige Materialformulierung stellt sicher, dass die Tabletts innerhalb der elektromagnetischen Umgebung automatisierter Anlagen zuverlässig funktionieren, ohne die regulatorische Konformität zu beeinträchtigen oder Qualitätsrisiken für verpackte Produkte einzuführen.
Integration in automatisierte Abfüll- und Wägesysteme
Gewichtsstabilität für die Genauigkeit von Inline-Waagen
Automatisierte Fleischverpackungsprozesse integrieren zunehmend Inline-Wägesysteme, die die Produktmasse überprüfen, ohne den Durchlauf zu unterbrechen; dies erfordert, dass das Kunststoff-Fleischfach außergewöhnliche Gewichtskonstanz über alle Produktionschargen hinweg aufweist. Taragewichtschwankungen von mehr als ±1 Gramm können die Waagen-Genauigkeit in Systemen beeinträchtigen, die eine Toleranz von ±2 Gramm für das Produktgewicht vorsehen; daher sind Materialgleichmäßigkeit und Prozesskontrolle während der Herstellung der Fächer entscheidende Faktoren für die Gesamtleistung des Systems. Thermoformprozessparameter wie Heizgleichmäßigkeit, Verteilung des Formdrucks und Abkühlgeschwindigkeiten beeinflussen das Endgewicht des Fachs unmittelbar, indem sie die Materialverteilung und Dichtemuster innerhalb der geformten Struktur verändern.
Dynamische Wägesysteme, die die Produktmasse messen, während die Behälter sich in Bewegung auf Förderbändern befinden, stellen noch strengere Anforderungen an die Gewichtskonsistenz der Kunststoff-Fleischbehälter. Die in der Behälterstruktur inhärenten Schwingungsdämpfungseigenschaften können die Messstabilität beeinflussen, indem sie die Dissipation kinetischer Energie während des Wägeintervalls verändern. Ingenieure optimieren die Geometrie der Behälter, um Resonanzfrequenzen zu minimieren, die mit typischen Förderbandgeschwindigkeiten übereinstimmen, und stellen so sicher, dass strukturelle Schwingungen keine Störgrößen in die Gewichtsmessung einbringen. Diese besondere Berücksichtigung dynamischer mechanischer Eigenschaften ermöglicht es automatisierten Systemen, die für eine präzise Portionierung sowie für die Verifizierung der Einhaltung gesetzlicher Vorschriften erforderliche Messgenauigkeit zu erreichen.
Gestapeltes Randdesign für Freiraum der automatischen Füllköpfe
Automatisierte Abfüllstationen verwenden Positioniersysteme, die das Produkt mit minimalem Spiel in Schalen senken, um die Platzierungsgenauigkeit zu maximieren und die Fallhöhe zu minimieren. Die Kunststoff-Schale für Fleisch muss eine ausreichende Randhöhe aufweisen, um das Produkt sicher zu halten, und gleichzeitig Randprofile aufweisen, die eine Interferenz mit den Düsen, Rutschen oder robotischen Endeffektoren der Abfüllanlagen verhindern. Die Randgeometrie weist typischerweise abgeschrägte oder abgerundete Kanten auf, die die Abfüllköpfe in die richtige Ausrichtung führen und gleichzeitig visuelles sowie taktiles Feedback an die Bildverarbeitungssysteme liefern, die vor der Freigabe des Produkts die korrekte Positionierung der Schale überprüfen.
Die Freigabeanforderungen werden besonders streng bei Systemen, die unregelmäßig geformte Fleischstücke verarbeiten, wo automatisierte Bildverarbeitungssysteme vor der Auswahl geeigneter Tablett-Positionen die Produktabmessungen erfassen. Das für diese Anwendungen konzipierte Kunststoff-Fleischtablett weist eine innere Geometrie mit glatten Übergängen und minimalen Hinterschneidungen auf, die ein Hängenbleiben des Produkts während des Befüllens verhindern und gleichzeitig klare Begrenzungsreferenzen für die Bildverarbeitungsalgorithmen bereitstellen. Diese geometrische Optimierung gewährleistet eine konsistente Befüllgenauigkeit über unterschiedliche Produktgrößen und -formen hinweg und reduziert Abfall durch Fehlbefüllungen oder Verschütterungen, die andernfalls manuelles Eingreifen und Produktionsanlagenstillstände erfordern würden.
Integration einer Entwässerungsfunktion zur Steuerung von Ausschwitzflüssigkeit
Fleischprodukte setzen während der Lagerung natürlicherweise Feuchtigkeit frei und entwässern, was Kunststoff-Fleischschalen erfordert, deren Konstruktion die Flüssigkeitsansammlung steuert, ohne die Produktpräsentation zu beeinträchtigen oder Hygieneprobleme in automatisierten Handhabungsanlagen zu verursachen. Geformte Abflusskanäle und Merkmale zur sicheren Fixierung saugfähiger Unterlagen müssen während des gesamten automatisierten Arbeitsablaufs zuverlässig funktionieren, ohne in die Kontaktzonen der Greifer, die Oberflächen für Sensordetektion oder die Schnittstellen zu Förderbändern einzugreifen. Ingenieure erreichen diese Multifunktionskonstruktion mittels computergestützter Modellierung, die Strömungsmuster von Flüssigkeiten vorhersagt und die Positionierung der Kanäle optimiert, um die Entwässerung von den Produktkontaktflächen wegzuleiten, während gleichzeitig die strukturelle Integrität gewährleistet bleibt, die für die automatisierte Handhabung erforderlich ist.
Automatisierte Systeme, die das Reinigen und Wiederverwenden von Schalen umfassen, stellen zusätzliche Anforderungen an die Entwässerung, da eine Restwasserrückhaltung die Gewichtskonsistenz der Schalen bei nachfolgenden Durchgängen beeinträchtigen und Kontaminationsrisiken erhöhen kann. Die für Mehrweganwendungen konzipierte Kunststoff-Schale für Fleisch verfügt über selbstentwässernde Geometrien mit strategisch positionierten Ablauföffnungen, die Reinigungslösungen während der umgekehrten Trocknungszyklen vollständig abführen. Diese Optimierung der Entwässerung verkürzt die Zykluszeiten in Reinigungssystemen und stellt sicher, dass die Schalen mit einer konsistenten Gewichts- und Sauberkeitsqualität an die Produktionslinien zurückkehren – unter Einhaltung sowohl der Anforderungen an Automatisierung als auch der Lebensmittelsicherheitsstandards.
Kompatibilität mit Hochgeschwindigkeits-Verpackungs- und Versiegelungsanlagen
Flanschgeometrie für Folienpositionierung und Siegelbildung
Automatisierte Überwickelungsanlagen, die eine transparente Folie auf das Kunststoff-Fleischbehältnis aufbringen, erfordern eine präzise Flanschgeometrie, die die Folienpositionierung leitet und konsistente Versiegelungsflächen bereitstellt. Die Flanschbreite liegt typischerweise im Bereich von 8–15 mm und muss sowohl den Heißsiegelbereich als auch die mechanischen Klemmflächen aufnehmen, die während des Versiegelungszyklus die Folienspannung halten. Das Kunststoff-Fleischbehältnis weist Flanschdesignmerkmale auf, darunter leicht nach oben geneigte Bereiche oder strukturierte Griffzonen, die ein Verrutschen der Folie während des Hochgeschwindigkeitsverpackens verhindern und gleichzeitig nach Abschluss der Versiegelung ein glattes Lösen gewährleisten.
Die thermischen Eigenschaften des Flanschmaterials werden bei Heißsiegelvorgängen kritisch, da eine übermäßige Wärmeaufnahme zu einer Verformung der Schale führen kann, während eine unzureichende Wärmeleitfähigkeit unvollständige Versiegelungen zur Folge haben kann. Die Werkstoffzusammensetzungen für die Kunststoff-Schalen für Fleisch stellen einen Kompromiss zwischen den Anforderungen an die Wärmeleitfähigkeit und den Erfordernissen hinsichtlich struktureller Stabilität dar; häufig werden mineralische Füllstoffe eingesetzt, die die Wärmeverteilung verbessern, ohne die Schlagzähigkeit zu beeinträchtigen. Diese thermische Konstruktion gewährleistet eine konsistente Siegelqualität bei unterschiedlichen Fördergeschwindigkeiten sowie unter wechselnden Umgebungstemperaturbedingungen und bewahrt so die Verpackungsintegrität während des gesamten Distributions- und Einzelhandelsausstellungsprozesses.
Maßgenauigkeitsanforderungen für Verpackungen mit modifizierter Atmosphäre
Verpackungssysteme für modifizierte Atmosphären, bei denen Schalen vor dem Versiegeln mit schützenden Gasgemischen gespült werden, erfordern eine außergewöhnliche Maßhaltigkeit der Kunststoff-Schalen für Fleisch, um die Dichtigkeit der Versiegelung und die Aufrechterhaltung der modifizierten Atmosphäre zu gewährleisten. Abweichungen der Randebene von mehr als 0,3 mm können Leckstellen erzeugen, die die Gasbarrierefunktion beeinträchtigen, wodurch die Haltbarkeit und die Produktqualität reduziert werden. Die Fertigungsverfahren für automatisierte Verpackungsanwendungen beinhalten inline-Messsysteme, die wesentliche Schalendimensionen überprüfen und Einheiten ablehnen, die außerhalb der Spezifikationen liegen, bevor diese in die Befüllungs- und Versiegelungsprozesse gelangen, wo dimensionsbedingte Fehler zu kostspieligen Stillstandszeiten und Produktverschwendung führen würden.
Gas-Spül-Düsen in automatisierten MAP-Systemen stützen sich auf vorhersehbare Hohlraumvolumina der Schalen, um die geeigneten Gasmengen und Spüldauern zu berechnen; daher stellt die Konsistenz der inneren Abmessungen einen weiteren kritischen Leistungsparameter für die Kunststoff-Fleischschale dar. Volumenschwankungen über 3–5 % können zu einer unzureichenden Sauerstoffverdrängung oder einem übermäßigen Gasverbrauch führen und beeinträchtigen sowohl den Produktschutz als auch die betriebliche Wirtschaftlichkeit. Präzise Thermoformprozesse erreichen die für MAP-Anwendungen erforderliche Volumenkonstanz mittels Regelkreis-Steuerungssystemen, die die Formparameter kontinuierlich überwachen und die Verarbeitungsbedingungen in Echtzeit anpassen, um sicherzustellen, dass jede Kunststoff-Fleischschale die engen Toleranzen erfüllt, die von hochgeschwindigkeitsfähigen automatisierten Verpackungslinien gefordert werden.
Verträglichkeit mit Anti-Beschlag-Folien und Kondensat-Management
Kühlvitrinen erzeugen Temperaturdifferenzen, die zur Kondensatbildung auf Verpackungsfolien führen und dadurch die Sichtbarkeit der Produkte beeinträchtigen – es sei denn, sie werden durch gezielte Materialauswahl und Tablettgestaltung wirksam kontrolliert. Das Kunststoff-Fleischtablett trägt zur Kondensatkontrolle bei, indem seine Oberflächenenergie bestimmt, wie Feuchtigkeit mit den Tablett-Oberflächen sowie mit aufgebrachten Folien interagiert. Materialformulierungen, die spezifische Zusatzstoffe enthalten, erzeugen hydrophobe Tablett-Oberflächen, die die Wasserretention minimieren und die Bildung von Wassertropfen verhindern, die andernfalls auf die Produktflächen tropfen oder die Haftung von Etiketten beeinträchtigen würden.
Automatisierte Verpackungslinien nutzen zunehmend beschlagfreie Folien, die kompatible Versiegelungsflächen erfordern, um ihre Kondensationsbeständigkeit über den gesamten Lebenszyklus der Verpackung hinweg aufrechtzuerhalten. Das für beschlagfreie Folienanwendungen konzipierte Kunststoff-Fleischfach weist Randflächenbehandlungen auf, die die Integrität der Folienbeschichtung während der Heißversiegelung bewahren und so chemische Wechselwirkungen oder mechanische Abriebvorgänge vermeiden, die die Beschlagfreiheit beeinträchtigen würden. Diese Materialkompatibilität erhöht die optische Attraktivität der Verpackung im Regal und unterstützt gleichzeitig automatisierte Bildverarbeitungssysteme, die unmittelbar nach Abschluss des Verpackungsvorgangs mittels transparenter Umhüllfolien die Produktqualität prüfen.
Berücksichtigung von Handhabung und Distribution im Downstream-Bereich
Stabilität des Palettiermusters und Tragfähigkeit
Automatisierte Palettiersysteme ordnen verpackte Tabletts in optimierten Mustern an, um die Palettenauslastung zu maximieren und gleichzeitig die Stapelstabilität während Transport und Lagerung zu gewährleisten. Das Kunststoff-Fleisch-Tablett muss eine ausreichende Druckfestigkeit aufweisen, um mehrere Produktlagen ohne übermäßige Verformung zu tragen, die die Stapelgeometrie beeinträchtigen oder den Inhalt der untersten Lage beschädigen würde. Zu den strukturellen Verstärkungsstrategien zählen Rippenmuster, Eckversteifungen und eine Optimierung der Wandstärke, um Lasten gleichmäßig über die Tablettbasis zu verteilen; dadurch werden Stapelhöhen ermöglicht, die den Laderaum des Anhängers vollständig ausnutzen, während die Produktintegrität im gesamten Distributionsnetz gewahrt bleibt.
Dynamische Belastungsbedingungen während des Transports stellen zusätzliche mechanische Anforderungen an die Struktur des Kunststoff-Fleischbehälters, da Vibrationen und Stöße sich durch Palettenstapel ausbreiten und Spannungen an den Verpackungsschnittstellen konzentrieren können. Bei der Werkstoffauswahl für automatisierte Verpackungsanwendungen stehen Schlagzähigkeit und Ermüdungsfestigkeit im Vordergrund, um Rissbildung und -ausbreitung unter wiederholten Lastzyklen zu verhindern. Diese Auslegung auf Dauerfestigkeit stellt sicher, dass die Behälter ihre Schutzfunktion von der Produktionslinie bis zur Ladenpräsentation beibehalten und Verpackungsversagen – die die Produktqualität beeinträchtigen und kostspielige Reklamationen oder Rückrufe verursachen würden – ausschließen.
Kompatibilität mit automatisierten Sortier- und Distributionszentren
Moderne Distributionsnetzwerke verwenden automatisierte Sortiersysteme, die Pakete basierend auf Barcode-Scanning, Gewichtsverifikation und dimensionsbezogener Profilierung routen. Das Kunststoff-Fleischfach trägt zu erfolgreichen Sortiervorgängen bei, da es durch konsistente Außenabmessungen eine korrekte Lenkung in die jeweilige Sortierlane auslöst und durch seine strukturelle Steifigkeit eine Verformung der Verpackung während hochgeschwindigkeitsbasierter Transfers und in Akkumulationszonen verhindert. Pakete, die bei der automatisierten Handhabung dimensionsbedingte Instabilität oder übermäßige Flexibilität aufweisen, laufen Gefahr, falsch geroutet zu werden oder Staus zu verursachen, was den Durchsatz der Anlage beeinträchtigt und manuelle Eingriffe zur Beseitigung erfordert.
Die Zuverlässigkeit des Barcode-Scannens in automatisierten Distributionsystemen hängt unter anderem von der Stabilität des Etikettenträgermaterials ab; das Kunststoff-Fleischfach bietet eine steife Auflagefläche, die die Flachheit und Lesbarkeit des Barcodes während sämtlicher Handhabungsschritte gewährleistet. Oberflächeneigenschaften wie Glanzgrad und Farbgleichmäßigkeit beeinflussen die Scannerleistung, weshalb die Auswahl des Materials sowie Spezifikationen zur Oberflächenbeschaffenheit des Spritzgusswerkzeugs wichtige Faktoren für die Gesamtzuverlässigkeit des Systems sind. Das für die Automatisierung der Distribution entwickelte Kunststoff-Fleischfach weist Oberflächeneigenschaften auf, die sowohl für Direktdruckanwendungen als auch für die Haftung von druckempfindlichen Etiketten optimiert sind, um konsistente Scanraten zu gewährleisten, die den Durchsatzanforderungen hochvolumiger Distributionsbetriebe entsprechen.
Integration in das Einzelhandelsdisplay und ergonomische Aspekte der Verbraucherhandhabung
Automatisierte Verpackungsprozesse müssen letztlich Produkte in Formaten liefern, die sich im Einzelhandels-Display und bei der Handhabung durch den Verbraucher effektiv bewähren. Das für automatisierte Systeme konzipierte Kunststoff-Fleischfach vereint mechanische Anforderungen an die robotergestützte Handhabung mit ästhetischen und funktionalen Erfordernissen am Point of Sale. Transparenzanforderungen, Farbkonsistenz und Oberflächenspezifikationen, die für die Attraktivität im Einzelhandel festgelegt wurden, müssen neben strukturellen Merkmalen bestehen, die eine erfolgreiche automatisierte Verarbeitung ermöglichen – was integrierte Konstruktionsansätze erfordert, die den gesamten Produktlebenszyklus von der Fertigung bis zum Kauf durch den Verbraucher berücksichtigen.
Ergonomische Überlegungen beeinflussen die Konstruktionsparameter von Kunststoff-Fleischschalen, darunter Randprofile, die das Greifen durch den Verbraucher erleichtern, Bodenkonturen, die eine stabile Aufstellung auf geneigten Verkaufsflächen ermöglichen, und Eckradien, die ein Verhaken der Verpackungen im Einkaufswagen verhindern. Diese verbraucherorientierten Merkmale müssen nahtlos in die Anforderungen der Automatisierung integriert werden, um Konstruktionskonflikte zu vermeiden, die entweder die Fertigungseffizienz oder die Funktionalität im Endverbrauch beeinträchtigen würden. Eine erfolgreiche Schalenentwicklung erreicht dieses Gleichgewicht durch eine iterative Design-Validierung, bei der Prototypen sowohl in automatisierten Produktionsumgebungen als auch unter simulierten Einzelhandelsbedingungen getestet werden, um eine optimale Leistung über alle Anwendungsstufen hinweg sicherzustellen.
Häufig gestellte Fragen
Welche spezifischen Abmessungen muss eine Kunststoff-Fleischschale für automatisierte Handhabungssysteme einhalten?
Automatisierte Handhabungssysteme erfordern bei Kunststoff-Fleischschalen genaue Abmessungen, um Toleranzen bei kritischen Merkmalen wie Gesamtlänge, Gesamtbreite und Randebene innerhalb von ±0,5 mm einzuhalten. Die Basisebene darf sich typischerweise über der Versiegelungsfläche um nicht mehr als 0,3 mm verziehen, um eine ordnungsgemäße Folienhaftung und eine zuverlässige Gasbarrierewirkung bei Anwendungen mit modifizierter Atmosphäre sicherzustellen. Für die Greifer-Schnittstellenzonen sind Oberflächenebenheitsanforderungen von 32 Mikroinch Ra oder besser erforderlich, um einen zuverlässigen Kontakt der Vakuumcups zu gewährleisten; Stapelrandmerkmale hingegen müssen eine konsistente Höhe innerhalb von ±0,8 mm aufweisen, um Stapelinstabilität während Pufferlagerung und Palettierungsoperationen zu vermeiden.
Wie beeinflusst die Auswahl des Materials für Kunststoff-Fleischschalen die Fördergeschwindigkeit?
Die Materialeigenschaften beeinflussen direkt die maximale Fördergeschwindigkeit durch ihre Auswirkungen auf die Reibungseigenschaften, die Schlagzähigkeit und die dimensionsstabile Verformung unter dynamischer Belastung. Formulierungen mit optimierten Reibungskoeffizienten im Bereich von 0,3 bis 0,5 ermöglichen eine zuverlässige Traktion während der Hochgeschwindigkeitsbeschleunigung, ohne Verklemmungen in den Übergangsbereichen zu verursachen, während schlagzähig modifizierte Polymere die Rissausbreitung infolge wiederholter Kollisionen an Zusammenführungsstellen und Umlenkvorrichtungen verhindern. Die thermische Stabilität des Materials gewährleistet die dimensionsmäßige Konstanz, während die Behälter durch unterschiedliche Temperaturzonen transportiert werden, wodurch eine Positionsverschiebung vermieden wird, die die Durchsatzgeschwindigkeit einschränken würde. Hochleistungskunststoffe für Fleischbehälter ermöglichen Fördergeschwindigkeiten von über 120 Packungen pro Minute bei einer Positionierungsgenauigkeit von ±2 mm für nachgeschaltete Verpackungsprozesse.
Können bestehende automatisierte Anlagen verschiedene Kunststoff-Fleischbehälter-Designs ohne Modifikation aufnehmen?
Automatisierte Verpackungslinien, die mit verstellbaren Werkzeugen und programmierbaren Steuerungssystemen ausgelegt sind, können in der Regel Varianten von Kunststoff-Fleischschalen innerhalb definierter Abmessungsbereiche bewältigen, üblicherweise ±10–15 % der Nennspezifikationen. Greifersysteme mit Vakuumcupp-Arrays auf flexiblen Halterungen passen sich geringfügigen Änderungen der Grundfläche an, während servogesteuerte Förderbandführungen eine Breitenanpassung ohne mechanische Umkonfiguration ermöglichen. Signifikante Änderungen der Schaltentiefe, der Randgeometrie oder der Basiskontur erfordern jedoch häufig Werkzeuganpassungen, darunter maßgeschneiderte Greiferplatten, eine Neupositionierung der Füll-Düsen oder Anpassungen des Folienversiegelungskopfs. Die flexibelsten automatisierten Systeme integrieren robotergestützte Sichtsysteme (Vision-Guided Robotics) und adaptive Steuerungsalgorithmen, die Schalenvariationen automatisch kompensieren, wodurch die Rüstzeiten verkürzt und die Bandbreite kompatibler Kunststoff-Fleischschalen-Designs ohne Hardware-Modifikationen erweitert wird.
Welche Tests validieren die Leistungsfähigkeit von Kunststoff-Fleischschalen in automatisierten Abläufen vor der Produktionsfreigabe?
Umfassende Validierungsprüfungen für Kunststoff-Fleischschalen umfassen die dimensionsgerechte Überprüfung mithilfe von Koordinatenmessmaschinen zur Bestätigung kritischer Toleranzen, mechanische Prüfungen zur Bewertung der Druckfestigkeit und Schlagzähigkeit unter simulierten Handlingsbedingungen sowie Materialanalysen zur Verifizierung der Reibungskoeffizienten und thermischen Stabilität über den gesamten Betriebstemperaturbereich. Funktionsprüfungen an automatisierten Pilotanlagen bewerten die Kompatibilität mit Greifern durch Zyklusprüfungen mit mehr als 10.000 Wiederholungen, die Förderbandleistung über Geschwindigkeitsbereiche von der minimalen bis zur maximalen Linienrate sowie die Versiegelungsqualität mittels verpackungstechnisch identischen Umhüllungssystemen. Umgebungsbelastungsprüfungen unterziehen die Schalen Temperaturwechseln, Feuchtigkeitsbelastungen und mechanischen Vibrationsprofilen, die die Bedingungen während des Distributionsprozesses nachstellen, um so die strukturelle Integrität während des gesamten Produktlebenszyklus – von der automatisierten Abfüllung über die Ladenpräsentation bis zur Verwendung durch den Endverbraucher – sicherzustellen.
Inhaltsverzeichnis
- Maßgenauigkeit und Kompatibilität mit robotergestütztem Handling
- Werkstoffeigenschaften für den Einsatz in automatisierten Verarbeitungsumgebungen
- Integration in automatisierte Abfüll- und Wägesysteme
- Kompatibilität mit Hochgeschwindigkeits-Verpackungs- und Versiegelungsanlagen
- Berücksichtigung von Handhabung und Distribution im Downstream-Bereich
-
Häufig gestellte Fragen
- Welche spezifischen Abmessungen muss eine Kunststoff-Fleischschale für automatisierte Handhabungssysteme einhalten?
- Wie beeinflusst die Auswahl des Materials für Kunststoff-Fleischschalen die Fördergeschwindigkeit?
- Können bestehende automatisierte Anlagen verschiedene Kunststoff-Fleischbehälter-Designs ohne Modifikation aufnehmen?
- Welche Tests validieren die Leistungsfähigkeit von Kunststoff-Fleischschalen in automatisierten Abläufen vor der Produktionsfreigabe?