
現代の食品加工施設は、生産量の増加、衛生基準の維持、人件費の削減を図りながらも、製品品質の一貫性を確保するという、ますます高まる圧力に直面しています。自動化された包装ワークフローは、大量生産を行う肉加工事業において基盤的な役割を果たすようになっていますが、その成功は、ロボットシステム、コンベア機構、品質管理チェックポイントとシームレスに連携する包装部品に大きく依存しています。プラスチック製の肉用トレイは、生鮮製品と自動ハンドリング設備との間における重要なインターフェースであり、単なる容器ではなく、機械式包装ラインの厳密な寸法・構造・材質要件を満たすために精密に設計された部品として機能します。

プラスチック製肉用トレイがこれらの複雑なシステムにどのように統合されるかを理解するには、ロボットによる自動ハンドリングを確実に実現するための機械的・寸法的・材質的な特性を検討する必要があります。ロボットによるピックアンドプレース作業から高速ラッピングステーションに至るまで、自動化されたワークフローの各工程は、トレイの設計、剛性、表面特性に対して特定の要求を課します。本稿では、プラスチック製肉用トレイの仕様と自動食品包装システムの機能要件との技術的関係について考察し、トレイのエンジニアリングが産業用肉加工現場におけるライン効率、製品保護、および運用信頼性に直接及ぼす影響を明らかにします。
寸法精度とロボットハンドリングとの互換性
コンベア統合のための標準化されたフットプリント要件
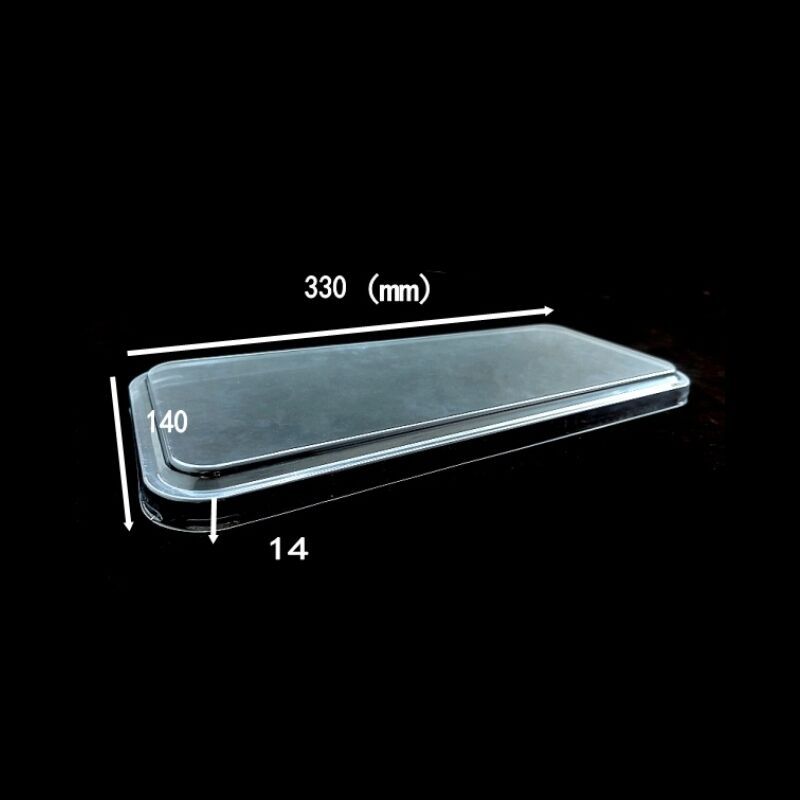
自動包装ラインは、一貫した空間的配置の原理に基づいて動作し、ハンドリング工程全体においてすべての部品が予測可能な位置を占める必要があります。プラスチック製肉用トレイは、標準的なベルト幅、搬送機構、および蓄積ゾーンと整合するよう厳密に制御された外形寸法により、コンベアとの互換性を実現しています。通常±0.5mm以内に維持される製造公差によって、トレイはガイドレール、旋回機構、合流点を詰まりや位置ずれなくスムーズに通過できます。この寸法の一貫性は、特に高速交差点において極めて重要であり、検出ゾーンへのトレイの進入タイミングが計算された間隔で均一なトレイフットプリントに基づいて同期されるためです。
肉加工パッケージング工程向けに設計されたコンベアシステムは、エッジ認識および高さプロファイリングに基づいてトレイの存在、位置、および向きを検出するセンサーを備えています。プラスチック製の肉用トレイには、1シフトあたり数千回に及ぶ検出サイクルにおいてもこれらのセンサーを確実に作動させるための、一貫性のある基準面が求められます。底面の平坦度や縁部の形状にばらつきがあると、誤検出や検出漏れが生じ、上流の充填ステーションと下流のラッピング装置とのタイミング連携が乱れます。エンジニアは、多段階コンベアネットワーク内で発生する振動、加速度、方向変化といった負荷に対しても幾何学的安定性を維持できるよう、周辺部を補強したトレイ設計を仕様として定めています。
ロボットによる搬送作業向けグリッパーインターフェース設計
ロボット式のピックアンドプレイスシステムは、プラスチック製肉用トレイの取り扱いにおいて最も厳しい要求を課すアプリケーションであり、製品の汚染やトレイの変形を引き起こさずに確実な把持を可能にする表面形状を必要とする。食品自動化で一般的に使用される真空吸盤式グリッパーは、吸引によって信頼性の高い接触を確立できるよう、トレイの底面または縁部に滑らかで平らな着地領域(ランディングゾーン)を要する。プラスチック製肉用トレイには、成形された把持ゾーンが設けられており、その表面粗さ仕様は通常Ra 32マイクロインチ(約0.8マイクロメートル)以下と厳密に制御されている。これにより、温度変動や残留水分といったさまざまな環境条件下においても、一貫したシール形成が保証される。
機械式クランプや磁気式システムを含む代替グリッパー技術は、トレイ構造に異なる要件を課します。クランプ式エンドエフェクターは、局所的な圧縮荷重に耐えて亀裂や永久変形を起こさないよう、強化されたリム部を必要としますが、同時に食品接触用素材としての安全性も維持しなければなりません。プラスチック製肉用トレイの構造設計では、戦略的なリブ配置および壁厚の最適化によってこれらの機械的負荷に対応し、ハンドリング時の力を吸収するグリップゾーンを創出することで、複数回の自動化工程におけるトレイの完全性を保っています。このエンジニアリング上のバランスにより、充填開始から最終パッケージ成形に至るまでの全工程においてトレイの寸法安定性が確保され、下流工程におけるラッピング精度を損なう位置ずれを防止します。
自動化バッファストレージ中の積み重ね安定性
高スループットの肉加工包装作業では、工程間の処理速度の不一致を調整するために、充填済みトレイが一時的に蓄積されるバッファーゾーンを頻繁に設置します。プラスチック製の肉用トレイは、こうした蓄積期間中に積層列の崩落、横ずれ、または製品への損傷を防止するため、予測可能な積層挙動を示す必要があります。嵌合要素や安定化リブを備えた特殊な縁部形状により、外部の支持構造を必要とせずに垂直方向への積層が可能となり、限られた床面積内でのバッファーキャパシティを最大化するとともに、自動検出・回収システムによる即時アクセス性を維持します。
バッファーゾーンにモバイルラックシステムや自動倉庫管理装置(AS/RS)を導入する場合、位置決め動作中に加速度力が発生するため、動的条件下での積み重ね安定性が特に重要となります。プラスチック製肉用トレイは、嵌合時の深さを通常70~85%削減するよう厳密に計算された嵌合比率によって安定した積み重ねを実現しています。この比率は、省スペース性と横方向のずれに対する構造的耐性とのバランスを最適化します。材料選定は積み重ね性能に大きく影響し、冷蔵温度下でも十分な剛性を維持する配合により、積み重ねによる圧縮を防止します。これによりトレイの形状が保持され、下流工程におけるハンドリング精度が確保されます。
自動化プロセス環境に対応する材料特性
温度遷移領域における熱的安定性
自動化された肉類包装ワークフローでは、製品が冷蔵保管から常温のハンドリングゾーンを経て、冷却表示環境へと移動する際に、包装材が急激な温度変化にさらされることが日常的です。プラスチック製の肉用トレイは、施設内の通常の温度範囲(概ね-5°C~25°C)においても、寸法安定性および機械的特性を維持する必要があります。自動ハンドリング向けに設計されたポリマー配合材には、低温下でも衝撃抵抗性および曲げ弾性率を保持するための添加剤が含まれており、ロボットによる搬送作業やコンベア上の移行時にトレイが破損・亀裂を生じる原因となる脆化を防止します。
熱膨張係数は、センサの位置合わせやグリッパーの位置決めをわずか数ミクロンの寸法変化でも妨げる可能性がある高精度自動化システムにおいて、実用上極めて重要なパラメータとなります。高度な プラスチック肉トレイ この配合は、熱成形製造工程中の加工性を維持しつつ、熱膨張を最小限に抑えるよう設計されたポリマー混合物を採用しています。このような材料の安定性により、トレイは温度履歴に関係なく、一貫した外形寸法および基準面を保持することが可能となり、ロボット制御システムにおいてリアルタイム補正アルゴリズムを必要とする位置決め誤差を排除します。
制御されたコンベア移動のための表面摩擦最適化
コンベアベルトとのインターフェースには、プラスチック製の肉用トレイ底面において、過度なスリップとグリップによる詰まりの両方を防止するため、摩擦特性を慎重にバランスさせる必要があります。通常、0.3~0.5の範囲で目標とされる摩擦係数は、加速および減速段階において信頼性の高いトラクションを確保するとともに、カーブ区間や高低差のある区間をスムーズに通過することを可能にします。金型の表面仕上げパラメーターから導き出された表面粗さ仕様により、微細な凹凸パターンが形成され、水分、肉タンパク質残留物、および洗浄・消毒用化学薬品への暴露下でも一貫した摩擦特性を維持します。
傾斜コンベアや垂直リフト機構を組み込んだ自動化システムでは、プラスチック製肉用トレイの設計に対して追加的な摩擦特性が要求される。傾斜面上での過度な滑りはトレイのズレや衝突事故を引き起こす可能性があり、一方で水平搬送時の滑り抵抗が不十分だと、緊急停止時に製品がこぼれるリスクがある。材料エンジニアは、プラズマ処理や添加剤配合といった表面処理技術を用いて、バルクの機械的特性とは独立して摩擦特性を制御し、施設内の自動化アーキテクチャにおけるあらゆるコンベア構成においてプラスチック製肉用トレイが信頼性高く機能するよう対応している。
電子センサとの互換性を確保する静電気帯電防止特性
現代の自動化包装ラインは、光学センサー、静電容量式近接検出器、およびプラスチック表面に静電荷が蓄積することによる干渉を受ける可能性のある画像認識システムに大きく依存しています。高速自動化向けに設計されたプラスチック製肉用トレイには、抗静電性添加剤または本質的に導電性を持つポリマー混合材が採用されており、表面抵抗率を10^11 Ω/□未満に制限することで、粉塵汚染の付着やセンサー機能の障害を引き起こす静電荷の蓄積を防止します。この電気的特性の制御は、特に低湿度環境において極めて重要となります。こうした環境では静電気発生率が著しく増加し、バーコードスキャナーでの読み取り漏れや、製品存在検出器における誤作動を引き起こす可能性があるためです。
静電気放電の対策要件は、センサーとの互換性を越えて製品品質への配慮も含みます。というのも、静電気放電現象が肉の表面外観に影響を及ぼす可能性があり、また感度の高い計量システムにおいて電磁妨害(EMI)を引き起こすおそれがあるためです。プラスチック製肉用トレイの設計では、導電性の要件と食品衛生規制とのバランスを取る必要があります。この規制では、導電性添加剤の選択が、移行量の明確な許容限界が文書化された承認済み物質に限定されています。このような慎重な材料配合により、トレイは自動化施設内の電磁環境において効果的に機能するとともに、法規制への適合性や包装済み製品の品質リスクを損なうことがありません。
自動充填・計量システムとの統合
ライン内計量器の精度を確保するための重量安定性
自動化された肉の包装ワークフローでは、生産ライン上で製品の質量を検証するための連続計量システムがますます導入されるようになっており、この際、生産フローを中断することなく計量が可能であることが求められる。そのため、プラスチック製の肉用トレイは、複数の生産ロットにわたって極めて優れた重量一貫性を示す必要がある。空容器(タレ)重量のばらつきが±1グラムを超えると、±2グラムの製品重量公差を目標とする計量システムにおいてスケールの精度が損なわれる可能性があり、トレイ製造時の材料の均一性および工程管理が、全体的なシステム性能において極めて重要な要素となる。トレイ成形に用いる熱成形プロセスのパラメーター(加熱の均一性、成形圧力の分布、冷却速度など)は、成形された構造内の材料分布および密度パターンに影響を与えるため、最終的なトレイ重量に直接影響を及ぼす。
トレイがコンベア上で移動しながら製品の質量を測定する動的計量システムでは、プラスチック製肉用トレイに対してさらに厳格な重量一貫性仕様が求められます。トレイ構造に内在する振動減衰特性は、計量期間中に運動エネルギーがどのように散逸するかに影響を与え、計量の安定性に影響を及ぼす可能性があります。エンジニアは、トレイの形状を最適化して、典型的なコンベア速度と一致する共振周波数を最小限に抑え、構造的な振動が重量測定にノイズを導入しないようにしています。このような動的機械的特性への配慮により、自動化システムは、正確な分量制御および規制遵守検証に必要な計量精度を達成できるようになります。
自動充填ヘッドのクリアランス確保のための嵌合リム設計
自動充填ステーションでは、製品をトレイに最小限のクリアランスで降下させる位置決めシステムを採用しており、配置精度を高め、落下距離を最小限に抑えています。プラスチック製の肉用トレイは、製品を確実に保持できる十分なリム高さを備えると同時に、充填装置のノズル、シュート、またはロボットのエンドエフェクタとの干渉を防ぐための適切なエッジ形状を維持する必要があります。リムの形状は通常、充填ヘッドを正確な位置に導くための面取り加工またはR加工されたエッジを含んでおり、製品放出前にビジョンシステムがトレイの正しい位置を視覚的および触覚的に検証できるよう、フィードバックを提供します。
不規則な形状の肉のカットを扱うシステムでは、自動視覚検査装置が製品の寸法を評価して適切なトレイ位置を選択する前に、クリアランス要件が特に厳格になります。こうした用途向けに設計されたプラスチック製肉用トレイは、内部幾何形状において滑らかな形状遷移と最小限のアンダーカットを備えており、充填時の製品の引っかかりを防止するとともに、視覚アルゴリズムにとって明確な境界基準を提供します。この幾何学的最適化により、多様なサイズおよび形状の製品に対しても充填精度が一貫して維持され、誤充填やあふれによるロスを低減し、それらが原因で発生する手動対応やライン停止を回避します。
ドレナージ機能の統合によるプルージュ管理
肉製品は、保管中に自然に水分を放出し、ドレイン(汁気)が発生します。このため、自動化されたハンドリング設備において製品の見栄えを損なわず、衛生上の問題を引き起こさないよう、液体の滞留を効果的に管理できるプラスチック製の肉用トレイ設計が求められます。成形された排水溝および吸収性パッド保持機能は、自動化された作業工程全体を通じて信頼性高く機能しなければならず、グリッパーの接触領域、センサー検出面、コンベアとのインターフェースなど、他の機能部に干渉してはなりません。エンジニアは、流体の流れパターンを予測し、製品との接触面からドレインを遠ざけるよう溝の配置を最適化するとともに、自動化ハンドリングに必要な構造的強度を維持するための計算モデリングを活用して、こうした多機能設計を実現しています。
トレイの洗浄および再利用サイクルを組み込んだ自動化システムでは、残留水の保持がその後のトレイ重量の一貫性に影響を及ぼし、汚染リスクを引き起こす可能性があるため、追加的な排水要件が課されます。再利用を目的として設計されたプラスチック製肉用トレイは、逆さに乾燥させる工程において洗浄液を完全に排出するため、戦略的に配置された排水穴を備えた自己排水構造を採用しています。この排水最適化により、洗浄装置のサイクル時間が短縮されるとともに、トレイは自動化工程および食品安全基準の両方を満たす、一貫した重量および清潔度特性を維持した状態で生産ラインへ戻されます。
高速ラッピング・シーリング機器との互換性
フィルムの位置決めおよびシール形成のためのフランジ形状
透明フィルムをプラスチック製肉用トレイに自動でラップするオーバーラップシステムでは、フィルムの位置決めをガイドし、均一なシール面を提供するため、正確なフランジ形状が求められます。フランジ幅の仕様は通常8~15mmの範囲であり、熱シールゾーンおよびシール工程中にフィルム張力を保持するための機械的クランプ面の両方に対応できる必要があります。プラスチック製肉用トレイには、わずかな上向き角度やテクスチャ付きグリップ領域といったフランジ設計要素が採用されており、高速ラッピング時のフィルム滑りを防止するとともに、シール完了後のスムーズなフィルム剥離性を維持します。
フランジ材の熱的特性は、熱シール工程において極めて重要となります。過剰な熱吸収はトレイの変形を引き起こす可能性があり、一方で熱伝導率が不十分であると完全なシールが得られない場合があります。プラスチック製肉用トレイの材料配合は、熱伝導性の要件と構造的安定性の要件とのバランスを取って設計されており、衝撃抵抗性を損なうことなく熱の均一な分布を促進するため、しばしば鉱物系フィラーを配合します。このような熱工学的設計により、生産ラインの速度や周囲温度条件が変化しても一貫したシール品質が確保され、流通および小売店での陳列環境においても包装の完全性が維持されます。
改質雰囲気包装(MAP)における寸法公差要件
保護ガス混合物でトレイをフラッシュした後にシールする修正雰囲気包装システムでは、シールの完全性および雰囲気保持性能を維持するために、プラスチック製肉用トレイに極めて優れた寸法一貫性が求められます。リムの平面度偏差が0.3mmを超えると、漏れ経路が生じ、ガスバリア性能が損なわれ、結果として賞味期限および製品品質が低下します。自動包装用途向けの製造工程では、ライン内計測システムを導入し、重要なトレイ寸法を検証して、充填およびシール工程に入る前に仕様から外れた製品を除外します。これは、寸法不良が発生した場合、高コストのダウンタイムおよび製品ロスを引き起こすためです。
自動化されたMAP(修正雰囲気包装)システムにおけるガスフラッシュノズルは、トレイのキャビティ容積が予測可能であることに依存しており、適切なガス供給量およびフラッシュ時間の算出を行います。このため、プラスチック製肉用トレイの内部寸法の一貫性は、MAP用途においてもう一つの重要な性能パラメーターとなります。容積のばらつきが3~5%を超えると、酸素の不十分な置換または過剰なガス消費を招き、製品保護性および操業経済性の両方に悪影響を及ぼします。高精度のサーモフォーミング工程では、成形パラメーターを監視し、リアルタイムで加工条件を調整するフィードバック制御システムを用いることで、MAP用途に必要な容積の一貫性を実現します。これにより、すべてのプラスチック製肉用トレイが、高速自動包装ラインが要求する厳しい公差を満たすことが保証されます。
防曇フィルムとの適合性および結露管理
冷蔵展示環境では、温度差が生じることで包装フィルム表面に結露が発生し、適切な素材選定およびトレイ設計によって管理されない限り、製品の可視性が損なわれます。プラスチック製肉用トレイは、トレイ表面および貼付フィルムと水分との相互作用に影響を与える表面エネルギー特性を有することにより、結露制御に寄与します。特定の添加剤を配合した素材配合により、水をはじく(疎水性)トレイ表面が形成され、水分の保持を最小限に抑え、製品表面へ滴下したりラベルの接着を妨げたりするような水滴の形成を防止します。
自動包装ラインでは、結露防止フィルムの使用がますます増えており、その結露抵抗性をパッケージのライフサイクル全体にわたって維持するためには、適合するシール面が必要です。結露防止フィルム用途向けに設計されたプラスチック製肉用トレイは、熱シール工程中にフィルムコーティングの完全性を保つためのリム表面処理を施しており、結露防止性能を損なうような化学的相互作用や機械的摩耗を回避します。この材料の互換性により、パッケージの陳列時の魅力が高まるだけでなく、包装直後に透明なオーバーラップフィルムを通して製品品質を検証する自動視覚検査システムの運用も支援されます。
下流工程における取扱いおよび流通に関する考慮事項
パレタイズパターンの安定性および荷重支持性能
自動パレタイズシステムは、輸送および保管中のパレットの積載効率を最大化するとともに、積み重ね時の安定性を確保するよう、包装済みトレイを最適なパターンで配置します。プラスチック製肉用トレイは、過度な変形を引き起こさず、複数段に積み重ねられた製品の重量を十分に支えられる圧縮強度を有している必要があります。この変形が過度になると、積み重ね形状が損なわれたり、最下段の内容物が損傷したりするおそれがあります。リブ構造、コーナーガセット、壁厚の最適化といった構造補強戦略により、荷重がトレイ底面全体に均等に分散され、トレーラーの容積(キューブスペース)を最大限に活用できる積み重ね高さを実現するとともに、流通ネットワーク全体において製品の品質と形状を維持できます。
輸送中の動的荷重条件は、振動や衝撃がパレット積みに伝播し、包装の接合部に応力が集中するため、プラスチック製肉用トレイ構造に対して追加的な機械的負荷を課します。自動包装用途における材料選定では、繰り返し荷重サイクル下で亀裂の発生および進展を防止するため、耐衝撃性および疲労耐久性が優先されます。このような耐久性設計により、トレイは製造ラインから小売店の陳列に至るまで保護機能を維持し、製品品質を損なう包装破損を防ぎ、高額なクレームやリコールを未然に回避します。
自動仕分け・流通センター対応
現代の流通ネットワークでは、バーコードスキャン、重量検証、寸法プロファイリングに基づいて荷物をルーティングする自動仕分けシステムが採用されています。プラスチック製の肉用トレイは、外部寸法が一貫しているため、適切なレーン分流を確実に誘発し、構造的な剛性が高いため、高速搬送および積み重ねエリアにおける荷物の変形を防止することで、仕分け作業の成功に貢献しています。自動ハンドリング中に寸法の不安定さや過度のたわみを示す荷物は、誤ったルーティングや詰まりを引き起こすリスクがあり、施設の処理能力を阻害し、手動による対応を要して詰まりの解消が行われる場合があります。
自動化流通システムにおけるバーコードスキャンの信頼性は、ラベル基材の安定性に一部依存しており、プラスチック製肉用トレイは剛性のある取付面を提供し、取り扱い工程全体を通じてバーコードの平坦性および読み取り性を維持します。光沢度や色の均一性といった表面特性はスキャナーの性能に影響を与えるため、素材選定および金型の仕上げ仕様は、システム全体の信頼性において重要な要素となります。流通自動化向けに設計されたプラスチック製肉用トレイは、直接印刷用途および圧着式ラベルの接着性の両方に対して最適化された表面特性を備えており、大量流通作業の処理能力要件を満たす一貫したスキャン率を確保します。
小売店陳列との統合および消費者による取扱いの人体工学
自動化された包装ワークフローは、最終的に小売店の陳列ケースや消費者による取扱いシーンにおいて効果的に機能するフォーマットで製品を提供しなければなりません。自動化システム向けに設計されたプラスチック製肉用トレイは、ロボットによるハンドリングに必要な機械的要件と、販売時点における美的・機能的要件とのバランスを取っています。小売での訴求力を高めるために定められた透明性要件、色の均一性、表面仕上げ仕様は、自動化工程での確実な処理を可能にする構造的特徴と両立しなければならず、製造から消費者による購入に至るまでの製品ライフサイクル全体を考慮した統合的な設計アプローチが求められます。
人間工学的な配慮は、消費者が掴みやすいように設計された縁の形状、傾斜した陳列面に安定して設置できるように設計された底面の輪郭、およびショッピングカート内でのパッケージの嵌合(ネスティング)を防止するための角部の半径など、プラスチック製肉用トレイの設計パラメーターに影響を与えます。こうした消費者志向の機能は、自動化要件とシームレスに統合される必要があり、製造効率または最終使用時の機能性のいずれかを損なうような設計上の矛盾を回避しなければなりません。成功したトレイ設計は、自動化された生産環境および模擬小売環境の両方でプロトタイプを試験する反復的な設計検証を通じて、このバランスを実現します。これにより、すべての適用段階において最適な性能が確保されます。
よくあるご質問(FAQ)
プラスチック製肉用トレイは、自動ハンドリングシステムに対応するために、どのような具体的な寸法を維持する必要がありますか?
自動ハンドリングシステムでは、全長、幅、縁部の平面度などの重要寸法について、プラスマイナス0.5mm以内の公差を維持するために、プラスチック製肉用トレイの寸法が要求されます。底面の平面度は、修正雰囲気(MA)包装におけるフィルムの密着性およびガスバリア性能を確保するため、シール面全体で通常0.3mmを超える変動があってはなりません。グリッパーとのインターフェース領域では、真空カップによる確実な接触を可能にするために、表面粗さが32マイクロインチRa以下(より良好)であることが求められます。また、スタッキング用の縁部形状については、バッファ保管およびパレタイズ作業中の積み重ね不安定を防止するため、高さのばらつきをプラスマイナス0.8mm以内に保つ必要があります。
プラスチック製肉用トレイの材質選定は、コンベアの搬送速度能力にどのような影響を与えますか?
材料の特性は、摩擦特性、衝撃抵抗性、および動的荷重下での寸法安定性に影響を与えることで、コンベアの最大速度に直接影響します。摩擦係数が0.3~0.5の範囲で最適化された配合は、高速加速時の信頼性の高いトラクションを確保しつつ、トランスファー領域での詰まりを引き起こさず、衝撃改質ポリマーは合流点およびディバイダーにおける繰り返し衝突による亀裂の進行を防止します。材料の耐熱性により、トレイが温度ゾーンを通過する際に寸法の一貫性が保たれ、位置ずれが生じることなく、生産能力(スループット)を制限する要因を排除します。高性能プラスチック製肉用トレイ材料を用いることで、ライン速度を分間120パッケージ以上に達成しつつ、下流のラッピング工程において±2mm以内の高精度な位置決めを維持できます。
既存の自動化ラインは、改造を加えずに異なるプラスチック製肉用トレイの設計に対応可能ですか?
可変工具とプログラマブル制御システムを備えた自動包装ラインは、通常、公称仕様の±10~15%という定義された寸法範囲内において、プラスチック製肉用トレイのバリエーションに対応可能です。柔軟なマウントに取り付けられた真空カップアレイを備えたグリッパー・システムは、わずかなフットプリント変化に適応し、サーボ駆動コンベアガイドは機械的再構成を伴わずに幅調整が可能です。ただし、トレイの深さ、縁部形状、または底面輪郭に大きな変更がある場合、カスタムグリッパー・プレートの交換、充填ノズルの再位置決め、フィルムシールヘッドの調整など、工具の改造が必要となることが多くあります。最も柔軟性の高い自動化システムでは、ビジョンガイド付きロボティクスおよび適応型制御アルゴリズムを採用しており、トレイのばらつきに対して自動的に補正を行うため、切替時間の短縮およびハードウェア改造を伴わない対応可能なプラスチック製肉用トレイ設計の範囲拡大が実現されます。
量産導入前の自動化ワークフローにおいて、プラスチック製肉用トレイの性能を検証するにはどのような試験が行われますか?
プラスチック製肉用トレイの設計に対する包括的な検証試験には、重要公差を確認するための三次元測定機を用いた寸法検証、模擬ハンドリング条件下での圧縮強度および衝撃耐性を評価するための機械的試験、および使用温度範囲全体にわたる摩擦係数および熱的安定性を検証するための材料分析が含まれます。パイロット規模の自動化設備を用いた機能試験では、10,000回以上のサイクル試験を通じたグリッパーとの適合性、最小から最大ライン速度までの全速度範囲におけるコンベア性能、および生産と同等のラッピングシステムを用いたシール品質が評価されます。環境応力試験では、トレイを温度サイクル、湿度曝露、および物流条件を再現した機械的振動プロファイルにさらし、自動充填から小売店陳列、消費者使用に至るまでの製品ライフサイクル全体において構造的完全性を確保します。