
Šiuolaikinės maisto perdirbimo įmonės susiduria su vis didesniu spaudimu padidinti gamybos našumą, palaikyti higienos standartus ir sumažinti darbo jėgos išlaidas, tuo pat metu užtikrindamos nuoseklią produkto kokybę. Automatizuoti supakuojamųjų procesų srautai tapo aukšto našumo mėsos perdirbimo operacijų pagrindu, tačiau jų sėkmė priklauso nuo pakuotės komponentų, kurie be problemų integruojasi su robotinėmis sistemomis, konvejerinėmis mechanizmais ir kokybės kontrolės tikrinimo taškais. Plastikinė mėsos dėžutė yra kritinis sąsajos elementas tarp žaliavos produkto ir automatizuotos apdorojimo įrangos: ji veikia ne tik kaip talpykla, bet ir kaip tiksliai suprojektuotas komponentas, sukurtas atitikti mechanizuotų supakuojamųjų linijų tikslų matmeninius, konstrukcinius ir medžiagų reikalavimus.

Norint suprasti, kaip plastikinė mėsos dėžutė integruojama į šiuos sudėtingus sistemas, reikia ištirti mechanines, matmenines ir medžiagų savybes, kurios užtikrina patikimą automatinį tvarkymą. Nuo robotizuotų pakėlimo ir padėjimo operacijų iki didelės našumo vyniojimo stočių kiekvienas automatinio darbo ciklo etapas kelia tam tikrus reikalavimus dėžutės konstrukcijai, standumui ir paviršiaus savybėms. Šiame straipsnyje nagrinėjama techninė sąsaja tarp plastikinių mėsos dėžučių specifikacijų ir automatinėse maisto supakuojamosiose sistemose keliamų funkcinių reikalavimų, atskleidžiant, kaip dėžučių inžinerija tiesiogiai veikia gamybos linijos efektyvumą, produkto apsaugą ir eksploatacinę patikimumą pramoninėse mėsos perdirbimo aplinkose.
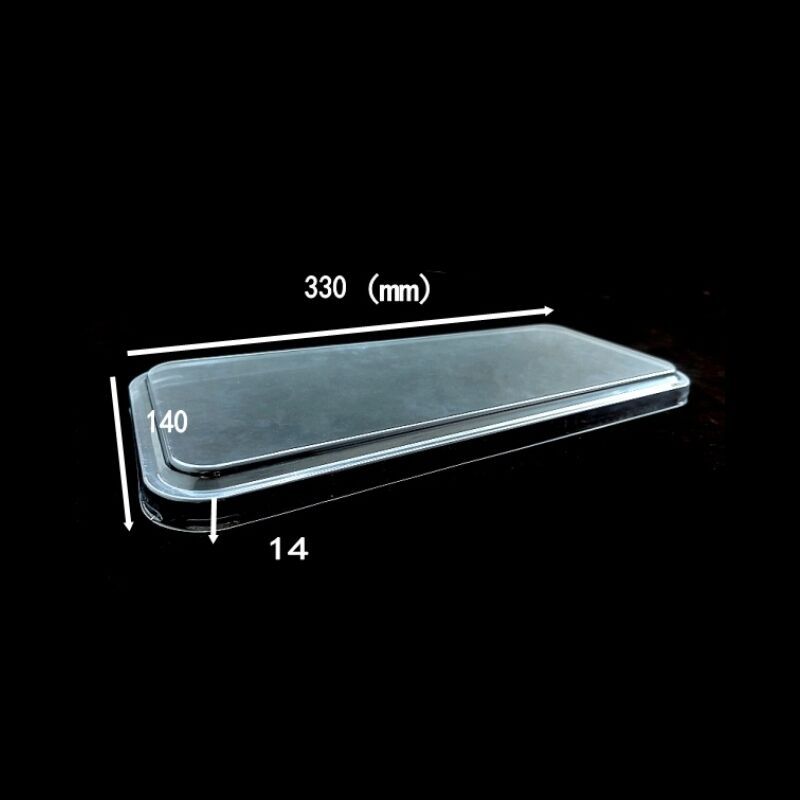
Matmeninė tikslumas ir robotizuoto tvarkymo suderinamumas
Standartiniai plokštuminiai reikalavimai konvejerių integracijai
Automatizuotos supakuojamosios linijos veikia nuolatinės erdvinės padėties principu, kai kiekvienas komponentas turi užimti numatytą vietą visą laiką per apdorojimo seką. Plastikinė mėsos dėžutė pasiekia konvejerio suderinamumą tiksliai kontroliuodama išorinius matmenis, kurie atitinka standartinius juostos plotius, perduodamus mechanizmus ir kaupimo zonas. Gamybos nuokrypiai paprastai išlaikomi ±0,5 mm ribose, kad dėžutės sklandžiai judėtų per vedamąsias bėgių sistemas, posūkių mechanizmus ir susiliejimo taškus be įstrigimų ar neteisingo išdėstymo. Ši matmenų vientisumas ypač svarbus didelės našumo sankryžose, kur laiko sinchronizacija priklauso nuo vienodų dėžučių pėdsakų, įeinančių į aptikimo zonas nustatytais intervalais.
Pernešimo sistemos, skirtos mėsos supakavimo darbo eigoms, įdiegta jutiklių, kurie aptinka dėžutės buvimą, padėtį ir orientaciją remdamiesi kraštų atpažinimu ir aukščio profiliavimu. Plastikinės mėsos dėžutės turi turėti nuoseklias orientacinio paviršiaus savybes, kad šie jutikliai veiktų patikimai tūkstančius kartų per pamainą. Pagrindo plokštumos ar krašto geometrijos pokyčiai gali sukelti klaidingus arba praleistus nustatymus, taip sutrikdydami laiko sinchronizavimą tarp aukštesniųjų pripildymo stočių ir žemesniųjų supakuojamosios įrangos.
Griperio sąsajos projektavimas robotizuotoms perkėlimo operacijoms
Robotizuotos pakėlimo ir padėjimo sistemos yra labiausiai reikalaujama plastikinių mėsos dėžučių tvarkymo taikymo sritis, kurioje reikalingos paviršiaus savybės, leidžiančios patikimai suimti dėžutes be produkto užteršimo ar dėžutės deformacijos. Vakuumo siurbliukai, dažnai naudojami maisto pramonės automatizavime, remiasi lygiomis, plokščiomis dėžutės dugno ar krašto aikštelėmis, kuriose vakuumas gali sukurti patikimą sandarinę sąsają. Plastikinė mėsos dėžutė turi įformintas rankenos zonas su kontroliuojamu paviršiaus šiurkštumu – paprastai ne daugiau kaip 32 mikrūnijos Ra – kad būtų užtikrintas nuolatinis sandarinimas esant įvairioms aplinkos sąlygoms, įskaitant temperatūros svyravimus ir likusį drėgnumą.
Kitos gripper technologijos, įskaitant mechaninius spaustukus ir magnetines sistemas, kelia skirtingus reikalavimus dėžutės konstrukcijai. Spaustukų tipo galinės įrangos prietaisai reikalauja sustiprintų kraštų, kurie gebėtų atlaikyti lokalizuotas suspaudimo jėgas be įtrūkimų ar nuolatinės deformacijos, išlaikydami maistui saugias medžiagos savybes. Plastikinės mėsos dėžutės konstrukcija šiems mechaniniams apkrovimams įveikti naudoja strategiškai išdėstytas ribas ir optimizuotą sienelių storį, sukuriant tvirtinimo zonas, kurios sugeria apdorojimo jėgas, tuo pat metu išlaikydamos dėžutės vientisumą per kelis automatizuotus apdorojimo etapus. Šis inžinerinis balansas užtikrina, kad dėžutės išliktų matmeniškai stabilios nuo pradinio pripildymo iki galutinės pakuotės suformavimo, neleisdamos padėčiai pasislinkti ir taip neįtakojant tolesnio supakuojamojo įrenginio tikslumo.
Dėžučių stumbavimo stabilumas automatinėje laukimo atmintinėje
Didelės našumo mėsos supakavimo operacijos dažnai įtraukia laikinąsias buferines zonas, kuriose pripildytos dėžutės kaupiamos laikinai, kad būtų sureguliuotas srauto greičio neatitikimas tarp apdorojimo etapų. Plastikinės mėsos dėžutės turi rodyti numatytą krovimo elgseną, kuri neleistų stulpeliui žlugti, pasislinkti šonu arba pažeisti produkto šių kaupimo laikotarpių metu. Specializuota krašto geometrija su sujungiamaisiais elementais arba stabilizavimo ribomis leidžia vertikaliai kaupti be išorinių atramų konstrukcijų, taip maksimaliai padidinant buferinės talpos naudojimą ribotame grindų plote ir tuo pat metu užtikrinant nedelsiant prieinamumą automatizuotoms išėmimo sistemoms.
Stovumo stabilumas dinaminėmis sąlygomis tampa ypač svarbus, kai buferinėse zonose naudojamos mobiliosios lentynų sistemos arba automatinės sandėliavimo ir išėmimo mechanizmai, kurie padeda įtakoti pagreitį pozicionavimo judėjimų metu. Plastikinė mėsos dėžutė pasiekia stabilią sukrovimą dėl tiksliai apskaičiuotų įstatymo santykių – paprastai 70–85 % gylis sumažėja įstatant – kurie subalansuoja erdvės naudingumą ir struktūrinę atsparumą šoniniam poslinkiui. Medžiagos parinkimas žymiai veikia sukrovimo našumą: formulės, kurios išlaiko pakankamą standumą šaldymo temperatūrose, neleidžia sukrovimui susispausti, o tai kitaip pažeistų dėžutės geometriją ir sutrikdytų tolesnio apdorojimo tikslumą.
Medžiagų savybės, leidžiančios automatinio apdorojimo aplinkos naudojimą
Šiluminė stabilumas per temperatūros perėjimo zonas
Automatizuoti mėsos supakuojimo darbo procesai dažnai veikia pakuotės medžiagas staigiais temperatūros pokyčiais, kai produktai perkeliami iš šaldytų sandėliavimo patalpų per aplinkos temperatūros apdorojimo zonas į vėsinamą prekių rodymo aplinką. Plastikinė mėsos dėžutė turi išlaikyti matmeninę stabilumą ir mechanines savybes temperatūrų diapazone, kuris įprastai svyruoja nuo –5 °C iki 25 °C gamyklos aplinkoje. Polimerų sudėtys, sukurtos automatizuotam apdorojimui, įtraukia priedus, kurie išlaiko smūgio atsparumą ir lenkimo stiprumo modulį žemose temperatūrose, neleisdami dėžutei tapti trapia ir taip užkertant kelią jos sugadinimui robotizuotų perkėlimo operacijų ar konvejerių perėjimų metu.
Šiluminio plėtimosi koeficientai tampa operaciškai reikšmingi tikslaus automatinio valdymo sistemose, kur net milimetro dalys matmenų pokyčių gali sutrikdyti jutiklių lygiavimą arba griebtuvų pozicionavimą. Pažangūs plastikinė mėsos plokštė formulės naudoja polimerų mišinius, kurie yra sukurti taip, kad būtų sumažinta šiluminė plėtimasis, vienu metu išlaikant apdorojimo lengvumą termoformavimo gamybos metu. Ši medžiagos stabilumas užtikrina, kad dėžutės išlaikytų nuoseklų matmenis ir orientacinius paviršius nepriklausomai nuo temperatūros poveikio istorijos, todėl pašalinami pozicionavimo klaidų rizikos veiksniai, kurie kitu atveju reikalautų realaus laiko kompensavimo algoritmų robotizuotų valdymo sistemų viduje.
Paviršiaus trinties optimizavimas kontroliuojamam konvejeriniam judėjimui
Konvejerinės juostos sąsajoms reikia tiksliai subalansuotų trinties charakteristikų plastikinėje mėsos dėžutės pagrindo paviršiuje, kad būtų išvengta tiek per didelio slydimo, tiek per stipraus sukibimo, kuris gali sukelti užstrigimą. Paprastai siekiama trinties koeficiento verčių 0,3–0,5 diapazone, kad būtų užtikrintas patikimas sukibimas pagreitinant ir lėtinant, taip pat leidžiant sklandžius perėjimus per lenktas sekcijas ir aukščio pokyčius. Iš formos apdailos parametrų gautos paviršiaus tekstūros specifikacijos sukuria mikrošiurkštumo raštus, kurie išlaiko nuoseklias trinties savybes net esant drėgmei, mėsos baltymų likučiams ir dezinfekcinėms chemikalų sąveikoms.
Automatizuoti sistemos, kuriose naudojami pasvirieji konvejerai arba vertikalūs pakėlimo mechanizmai, kelia papildomų trinties reikalavimų plastikinėms mėsos dėžutėms. Per didelis slydimo intensyvumas pasviruosiuose paviršiuose gali sukelti dėžučių poslinkius ir susidūrimus, o nepakankamas slydimo pasipriešinimas horizontaliuose perduodamuose procesuose gali lemti produkto išsipylimą avarinės stabdymo metu. Medžiagų inžinieriai šiuos priešingus reikalavimus sprendžia taikydami paviršiaus apdorojimo technologijas, įskaitant plazminę modifikaciją arba priedų pridėjimą, kurios leidžia reguliuoti trinties savybes nepriklausomai nuo medžiagos masinės mechaninės charakteristikos, užtikrindamos, kad plastikinė mėsos dėžutė patikimai veiktų visose konvejerų konfiguracijose gamyklos automatizavimo architektūroje.
Statinės elektros neutralizavimo savybės elektroninių jutiklių suderinamumui
Šiuolaikinės automatinės pakuotės linijos plačiai naudoja optinius jutiklius, talpuminius artumo detektorius ir vaizdo sistemas, kurios gali būti trukdomos statinio krūvio kaupimosi ant plastiko paviršių. Plastikinė mėsos dėžutė, sukurtą aukšto greičio automatizacijai, įtraukia antistatines priedes arba prigimtinai laidžių polimerų mišinius, kurie riboja paviršiaus varžą iki lygio žemesnio nei 10^11 omų kvadratiniame centimetre, neleisdami susidaryti krūviui, kuris galėtų pritraukti dulkes ar sutrikdyti jutiklių veikimą. Ši elektrinės savybės valdymo problema tampa ypač svarbi mažo drėgnumo aplinkoje, kur statinio krūvio susidarymo intensyvumas žymiai padidėja, todėl gali kilti klaidingi štrichkodų skaitytuvų nuskaitymai ar neteisingi produktų buvimo detektorių aktyvinimai.
Reikalavimai elektros krūvio išsisklaidymui išplėsti ne tik jutiklių suderinamumą, bet ir apima produkto kokybės problemas, nes statinio elektrumo išlydžių reiškiniai gali paveikti mėsos paviršiaus išvaizdą ir potencialiai sukelti elektromagnetinę sąsają jautriuose sverimo sistemose. Inžinerinis požiūris į plastikinį mėsos padėklą siekia subalansuoti laidumo reikalavimus su maisto saugos taisyklėmis, kurios riboja laidžiųjų priedų pasirinkimą tik patvirtintomis medžiagomis, turinčiomis dokumentuotus migracijos ribos rodiklius. Ši atidžiai paruošta medžiagų formulė užtikrina, kad padėklai veiktų veiksmingai automatinėse įmonėse susidarančioje elektromagnetinėje aplinkoje, nepažeisdami reglamentinio atitikties ar įvedant kokybės rizikos veiksnių supakuotiems produktams.
Integracija su automatinėmis pildymo ir sverimo sistemomis
Svorio stabilumas tiesioginėms svarstyklių tikslumo reikšmėms
Automatizuoti mėsos supakavimo darbo eigų procesai vis dažniau integruoja linijos svarstymo sistemas, kurios patikrina gaminio masę nepažeisdamos jo judėjimo, todėl plastikinėms mėsos dėžutėms reikia pasiekti išskiltingą svorio nuoseklumą visose gamybos partijose. Tare svorio nuokrypiai, viršijantys ±1 gramą, gali pažeisti svarstyklių tikslumą sistemose, kuriose nustatyta ±2 gramų produkto svorio leistina paklaida, todėl medžiagos vienodumas ir proceso kontrolė gaminant dėžutes yra esminiai veiksniai visos sistemos našumui užtikrinti. Termoformavimo proceso parametrai, įskaitant šildymo vienodumą, formavimo slėgio pasiskirstymą ir aušinimo greitį, tiesiogiai veikia galutinį dėžutės svorį, nes jie įtakoja medžiagos pasiskirstymą ir tankio modelius suformuotoje konstrukcijoje.
Dinaminės svarstymo sistemos, kurios matuoja gaminio masę, kai padėklai juda juostos perduotuve, reikalauja dar griežtesnių svorio vientisumo specifikacijų iš plastikinių mėsos padėklų. Padėklo konstrukcijoje įtaisyti vibracijų slopinimo bruožai gali paveikti matavimų stabilumą, keisdami kinetinės energijos sklaidos pobūdį svarstymo metu. Inžinieriai optimizuoja padėklo geometriją, kad būtų sumažintos rezonanso dažnio reikšmės, sutampančios su įprastais juostos perduotuvės judėjimo greičiais, užtikrindami, kad konstrukcinės vibracijos neįvestų triukšmo į svorio matavimus. Šis dėmesys dinaminėms mechaninėms savybėms leidžia automatizuotoms sistemoms pasiekti matavimų tikslumą, būtiną tiksliai porcijų kontrolės ir reglamentinės atitikties patvirtinimui.
Įdėtinis krašto dizainas, užtikrinantis automatinio pripildymo galvutės laisvąjį tarpą
Automatizuotospildymo stotys naudoja pozicionavimo sistemas, kurios nuleidžia produktus į dėklius su minimaliu tarpu, kad būtų pasiektas kuo tiksleresnis išdėstymas ir sumažintas kritimo atstumas. Plastikinio mėsos dėklio krašto aukštis turi būti pakankamas, kad produktas būtų patikimai laikomas, o kraštų profiliai – tokie, kad nekliudytų pildymo įrangos čiurklių, griovelių ar robotų galinių įtaisų. Krašto geometrija dažniausiai apima nuobraduotus arba suapvalintus kraštus, kurie padeda nukreipti pildymo galvutes į tinkamą padėtį ir suteikia vizualinę bei taktilę informaciją vaizdo sistemoms, kurios patikrina teisingą dėklio poziciją prieš paleisdamos produktą.
Išvalymo reikalavimai tampa ypač griežti sistemose, kuriose apdorojami netolygios formos mėsos gabalai, o automatinės vaizdo sistemos įvertina gaminio matmenis prieš parinkdamos tinkamas dėžutės pozicijas. Šiems tikslams sukurtos plastikinės mėsos dėžutės vidinė konfigūracija turi lygius perėjimus ir minimalius įlinkius, kurie neleidžia produktui užstrigti pripildymo metu ir tuo pat metu suteikia aiškius ribų orientyrus vaizdo algoritmams. Ši geometrinė optimizacija užtikrina, kad pripildymo tikslumas išliktų nuolatinis įvairių gaminių dydžių ir formų sąlygomis, sumažinant atliekas dėl netikslingo pripildymo ar išsipylimo, kurie kitu atveju reikštų rankinę intervenciją ir gamybos linijos sustabdymą.
Drėgmės nubėgimo funkcijos integravimas purškiamųjų skysčių valdymui
Mėsos produktai saugojimo metu natūraliai išskiria drėgmę ir išsisklaido, todėl reikia plastikinių mėsos padėklų, kurie valdo skysčių kaupimąsi, nepažeisdami produkto pateikimo ar sukeliant sanitarinių problemų automatinėse apdorojimo įranguose. Formuoti drenažo kanalai ir absorbuojančių padėklų fiksavimo funkcijos turi veikti patikimai visame automatinio darbo cikle, nekliudydamos griebikų liečiamųjų zonų, jutiklių aptikimo paviršių ar konvejerų sąsajų. Inžinieriai šią daugiafunkcinę konstrukciją sukuria naudodami skaičiavimų modeliavimą, kuris numato skysčių tekėjimo modelius ir optimizuoja kanalų išdėstymą taip, kad išsisklaidymas būtų nukreiptas nuo produkto liečiamųjų paviršių, tuo pačiu išlaikant struktūrinį stabilumą, reikalingą automatiniam apdorojimui.
Automatizuoti sistemos, kuriose įtraukta padėklių plovimo ir pakartotinio naudojimo ciklai, kelia papildomus nuotekų šalinimo reikalavimus, nes likutinio vandens laikymasis gali paveikti tolesnių padėklių svorio nuoseklumą ir sukelti užteršimo riziką. Pakartotinai naudojimui suprojektuoti plastikiniai mėsos padėklai turi savireguliuojamos drenavimo geometrijos su strategiškai išdėstytais skylių drenavimo elementais, kurie visiškai pašalina valymo tirpalus apverstos sausinimo ciklo metu. Šis drenavimo optimizavimas sumažina plovimo sistemų ciklo trukmę, tuo pat metu užtikrindamas, kad padėklai grįžtų į gamybos linijas su nuosekliu svoriu ir švarumo charakteristikomis, atitinkančiomis tiek automatizacijos reikalavimus, tiek maisto saugos standartus.
Suderinamumas su didelės našumo vyniojimo ir sandarinimo įranga
Plokščiosios kraštinės geometrija plėvelės pozicionavimui ir sandūros formavimui
Automatinės viršplėvelės sistemos, kurios taiko permatomą plėvelę ant plastikinių mėsos dėžučių, reikalauja tikslaus krašto geometrinio profilio, kuris nukreipia plėvelės padėtį ir užtikrina nuolatines hermetizavimo paviršius. Krašto pločio specifikacijos, paprastai svyruojančios nuo 8 iki 15 mm, turi atitikti tiek karštojo sujungimo zoną, tiek mechaninius spaustukų paviršius, kurie laiko plėvelės įtempimą hermetizavimo ciklo metu. Plastikinė mėsos dėžutė turi krašto konstrukcijos ypatybes, įskaitant nedidelį aukštyn nukreiptą kampą arba tekstūruotus sukibimo plotus, kurie neleidžia plėvelei slysti didelės greičio supakavimo metu, tačiau kartu užtikrina sklandų atsiskyrimą po hermetizavimo pabaigos.
Flanšo medžiagos šilumos savybės tampa kritinės karštojo sandarinimo metu, nes per didelis šilumos sugerties kiekis gali sukelti dėžutės deformaciją, o nepakankama šilumos laidumas gali lemti nepilnus sandarinimus. Plastikinės mėsos dėžutės medžiagų sudėtis subalansuoja šilumos laidumo reikalavimus su konstrukcinės stabilumo poreikiais, dažnai įtraukdama mineralinius pildiklius, kurie pagerina šilumos paskirstymą, neprarandant smūgio atsparumo. Šis šiluminis inžinerijos sprendimas užtikrina nuolatinę sandarinimo kokybę esant įvairiems gamybos linijos greičiams ir aplinkos temperatūros sąlygoms, taip išlaikant pakuočių vientisumą visame pristatymo ir prekybos vietose rodomų prekių cikle.
Matmenų tikslumo reikalavimai modifikuotos atmosferos pakuotėms
Modifikuotos atmosferos supakuojamųjų sistemų, kurios prieš užsandarinant padėklus purškia apsauginių dujų mišinius, reikalavimai dėl plastikinio mėsos padėklo matmenų nuoseklumo yra ypatingai aukšti, kad būtų užtikrintas sandarumo vientisumas ir atmosferos išlaikymas. Krašto plokštumos nuokrypiai, viršijantys 0,3 mm, gali sukurti nutekėjimo kelius, kurie pažeidžia dujų barjero našumą, sumažindami prekės tinkamumo vartoti laiką ir produkto kokybę. Automatizuotoms supakuojamosioms programoms skirtų gamybos procesų metu naudojamos linijinės matavimo sistemos, kurios tikrina kritinius padėklo matmenis ir atmetamos vienetai, neatitinkantys techninių reikalavimų, dar prieš patenkdami į pildymo ir sandarinimo operacijas, kur matmeniniai defektai sukelia brangius prastovos laikus ir produkto š waste.
Automatizuotose modifikuotos atmosferos (MAP) sistemose dujų purškimo žarnos remiasi numatomais dėžutės ertmių tūriais, kad būtų apskaičiuota tinkama dujų kiekis ir dujų purškimo trukmė, todėl vidinių matmenų vientisumas yra dar vienas svarbus plastikinės mėsos dėžutės našumo parametras. Tūrio nuokrypiai, viršijantys 3–5 %, gali sukelti nepakankamą deguonies išstumimą arba per didelį dujų suvartojimą, taip pakenkiant tiek produkto apsaugai, tiek eksploatavimo ekonomikai. Tikslūs šiluminio formavimo procesai pasiekia MAP taikymams reikiamą tūrinę vientisumą naudodami uždarosios kilpos valdymo sistemas, kurios stebi formavimo parametrus ir realiuoju laiku koreguoja apdorojimo sąlygas, užtikrindamos, kad kiekviena plastikinė mėsos dėžutė atitiktų aukštos našumo automatizuotų pakavimo linijų keliamus tikslų tolerancijų reikalavimus.
Antikondensacinės plėvelės suderinamumas ir kondensato valdymas
Šaldytuose demonstracinėse aplinkose susidaro temperatūrų skirtumai, kurie skatina kondensaciją ant pakuotės plėvelių, dėl ko sumažėja produkto matomumas, nebent ji tinkamai kontroliuojama pasirenkant medžiagas ir suprojektuojant dėžutes. Plastikinė mėsos dėžutė padeda kontroliuoti kondensaciją dėka paviršiaus energijos savybių, kurios lemia drėgmės sąveiką tiek su dėžutės paviršiumi, tiek su taikomomis plėvelėmis. Medžiagų sudėtyje naudojami specialūs priedai, kurie sukuria hidrofobinį dėžutės paviršių, mažinant vandens laikymą ir neleisdami susidaryti lašams, kurie kitaip būtų krito ant produkto paviršiaus ar trukdė etikečių sukibimui.
Automatizuotos pakuotės linijos vis dažniau naudoja neapdirbtus rūkščio plėvelių dangtis, kurie reikalauja suderinamų sandarinimo paviršių, kad būtų išlaikytos jų kondensato atsparumo savybės visą pakuotės gyvavimo ciklą. Plastikinė mėsos dėžutė, skirta neapdirbtų rūkščio plėvelių taikymui, turi krašto paviršiaus apdorojimą, kuris išlaiko plėvelės dangčio vientisumą šiluminio sandarinimo metu, išvengiant cheminės sąveikos ar mechaninio šiurkštumo, kurie pažeistų rūkščio atsparumą. Ši medžiagų suderinamumas padidina pakuotės prekybinį patrauklumą ir palaiko automatizuotas vaizdo tikrinimo sistemas, kurios patikrina produkto kokybę per skaidrią viršutinę pakuotės plėvelę nedelsiant po pakuotės užbaigimo.
Toliau vykstančio apdorojimo ir platinimo aspektai
Palletizacijos modelio stabilumas ir apkrovos nešamosios savybės
Automatizuotos palečių kraunamosios sistemos supakuotus padėklus išdėsto optimaliais raštais, kurie maksimaliai panaudoja palečių plotą, tuo pat metu užtikrindamos krūvos stabilumą vežant ir sandėliuojant. Plastikiniam mėsos padėklui būtina turėti pakankamą spaudimo stiprumą, kad jis galėtų išlaikyti kelis produktų sluoksnius be per didelio deformavimosi, kuris gali pažeisti krūvos geometriją arba pažeisti apatinio sluoksnio turinį. Konstrukcinės sustiprinimo strategijos, įskaitant įbrėžimų raštus, kampų papildomus sustiprinimus (gusset’us) ir sienelių storio optimizavimą, vienodai paskirsto apkrovas visame padėklo pagrinde, leisdamos pasiekti tokį krūvos aukštį, kuris visiškai panaudoja priekabos kubinį tūrį, tuo pat metu išlaikant produkto vientisumą visoje pristatymo grandinėje.
Dinaminės apkrovos sąlygos vežant sukelia papildomų mechaninių reikalavimų plastikinės mėsos dėžutės konstrukcijai, nes virpesiai ir smūgiai gali plisti per paletės krūvas ir susikoncentruoti į pakuočių sąsajų vietose. Automatizuotų pakuotės taikymų medžiagų parinkimo metu ypač svarbios smūgiui atsparios ir nuovargiui atsparios savybės, kurios neleidžia įtrūkimams atsirasti ir plisti esant kartotinėms apkrovos ciklams. Šis patikimumo inžinerinis sprendimas užtikrina, kad dėžutės išlaikytų apsauginę funkciją nuo gamybos linijos iki prekybos vietos rodymo, pašalinant pakuočių gedimus, kurie galėtų pabloginti produkto kokybę ir sukelti brangius pretenzijų arba atšaukimo atvejus.
Suderinamumas su automatizuotais rūšiavimo ir platinimo centrais
Šiuolaikinėse platinimo tinkluose naudojamos automatinės rūšiavimo sistemos, kurios siuntas maršrutizuoja remdamosi štrichkodo nuskaitymu, svorio patikrinimu ir matmenų profiliumi. Plastikinė mėsos dėžutė prisideda prie sėkmingų rūšiavimo operacijų dėl nuolatinių išorės matmenų, kurie aktyvina tinkamą kelių nukreipimą, taip pat dėl konstrukcinės standumo, kuris neleidžia siuntoms deformuotis per greitą perkėlimą ir kaupimo zonose. Siuntos, kurios rodo matmenų nestabilumą ar per didelį lankstumą automatinio apdorojimo metu, gali būti neteisingai nukreiptos ar sukelti užstrigimo situacijas, kurios sutrikdo įstaigos našumą ir reikalauja rankinio įsikišimo joms pašalinti.
Barkodų nuskaitymo patikimumas automatizuotose platinimo sistemose priklauso dalinai nuo etikečių pagrindo stabilumo, o plastikinė mėsos dėžutė suteikia standžią montavimo paviršių, kuris išlaiko barkodo plokštumą ir skaitomumą visą laiką, kol vyksta apdorojimo veiksmai. Paviršiaus savybės, įskaitant blizgesio lygį ir spalvos vienodumą, veikia skenerių veikimą, todėl medžiagos pasirinkimas ir formos apdorojimo specifikacijos yra svarbūs veiksniai bendram sistemos patikimumui užtikrinti. Plastikinė mėsos dėžutė, sukurtą automatiniam platinimui, turi paviršiaus savybes, optimizuotas tiek tiesioginiam spausdinimui, tiek lipnių etikečių prilipimui, kad būtų užtikrintos nuolatinės nuskaitymo normos, atitinkančios didelio pajėgumo platinimo operacijų našumo reikalavimus.
Prekių demonstracinės plokštumos integracija ir vartotojų aptarnavimo ergonomika
Automatizuoti pakavimo darbo eigos galiausiai turi užtikrinti, kad produktai būtų pateikti tokiomis formomis, kurios veiksmingai veiktų prekybos vietose ir vartotojų naudojimo sąlygomis. Plastikinė mėsos dėžutė, sukurtą automatizuotoms sistemoms, subalansuoja mechaninius reikalavimus robotiniam apdorojimui su estetiniais ir funkcionaliais reikalavimais pardavimo vietoje. Skaidrumo reikalavimai, spalvų vientisumas ir paviršiaus apdorojimo specifikacijos, nustatytos prekybinei patrauklumui, turi egzistuoti kartu su konstrukcinėmis savybėmis, leidžiančiomis sėkmingą automatizuotą apdorojimą, todėl reikia integruotų projektavimo požiūrių, kurie apima visą produkto gyvavimo ciklą – nuo gamybos iki vartotojo pirkimo.
Ergonominiai veiksniai įtakoja plastikinių mėsos padėklų projektavimo parametrus, įskaitant kraštų profilius, kurie palengvina vartotojų laikymą, pagrindo kontūrus, kurie užtikrina stabilią padėklų padėtį nuošlįstėje esančiose prekybos vietose, bei kampų spindulius, kurie neleidžia pakuočių susidėti vieną į kitą pirkėjų vežimėliuose. Šios vartotojams skirtos savybės turi be problemų integruotis su automatizacijos reikalavimais, išvengiant tokių projektavimo konfliktų, kurie galėtų pakenkti tiek gamybos efektyvumui, tiek galutiniam naudojimui. Sėkmingas padėklų inžinerinis projektavimas pasiekia šį pusiausvyrą per pakartotinį projektavimo patvirtinimą, kuriame prototipai išbandomi tiek automatizuotose gamybos aplinkose, tiek simuliuotose prekybos sąlygose, kad būtų užtikrintas optimalus veikimas visuose taikymo etapuose.
Dažniausiai užduodami klausimai
Kokius konkretų matmenis plastikinis mėsos padėklas turi išlaikyti automatinėms apdorojimo sistemoms?
Automatizuotoms apdorojimo sistemoms reikia plastikinių mėsos padėklų matmenų, kad būtų išlaikytos leistinos nuokrypios ±0,5 mm kritinėse savybėse, įskaitant bendrą ilgį, plotį ir krašto plokštumą. Pagrindo plokštuma dažniausiai neturi nukrypti daugiau kaip 0,3 mm viso užsandarinimo paviršiaus, kad būtų užtikrintas tinkamas plėvelės sukibimas ir dujų barjero veiksmingumas modifikuotos atmosferos taikymuose. Griebiklių sąveikos zonos reikalauja paviršiaus plokštumos specifikacijų 32 mikrūnijos Ra arba geresnės, kad būtų užtikrintas patikimas vakuumo siurblio kontaktas, o klojamosios kraštinės elementai turi turėti nuoseklius aukščius ±0,8 mm ribose, kad būtų išvengta krūvos nestabilumo buferinėje sandėliavimo ir paletizavimo operacijose.
Kaip plastikinių mėsos padėklų medžiagos pasirinkimas veikia konvejerio greičio galimybes?
Medžiagos savybės tiesiogiai veikia maksimalius konvejerių greičius per jų poveikį trinties charakteristikoms, smūgio atsparumui ir matmenų stabilumui dinaminės apkrovos sąlygomis. Formuliacijos su optimizuotais trinties koeficientais 0,3–0,5 diapazone užtikrina patikimą sukibimą aukšto greičio pagreitinimo metu, nekeliant rizikos įstrigti perduodant prekes per perkėlimo zonas, o smūgiui modifikuoti polimerai neleidžia įtrūkimams plisti dėl kartotinių susidūrimų sujungimo taškuose ir nukreipiamuosiuose įrenginiuose. Medžiagos šiluminė stabilumas išlaiko matmenų nuoseklumą, kai dėžutės keliauja per temperatūrines zonas, neleisdamos padėties poslinkiui, kuris ribotų našumo greitį. Aukštos našumo plastikinės mėsos dėžutės leidžia linijos greičius, viršijančius 120 pakuočių per minutę, išlaikant tikslų pozicionavimą ±2 mm ribose žemesnėje supakuojamojo proceso pakopoje.
Ar esamos automatinės linijos gali priimti skirtingas plastikines mėsos dėžutes be modifikacijų?
Automatizuotos supakuojamosios linijos, suprojektuotos su reguliuojamais įrankiais ir programuojamomis valdymo sistemomis, paprastai gali priimti plastikinių mėsos dėžučių variantus, atitinkančius nustatytus matmenų diapazonus, dažniausiai ±10–15 % nuo nominalių techninių charakteristikų. Griperių sistemos su vakuumo padėkliukų masyvais lankščiose tvirtinimo vietose prisitaiko prie nedidelių pagrindo matmenų pokyčių, o servoriniais varomos konvejerinės vedamosios leidžia keisti plotį be mechaninės perkonfigūracijos. Tačiau reikšmingi pokyčiai dėžutės gylyje, krašto geometrijoje ar pagrindo kontūre dažnai reikalauja įrankių modifikacijų, įskaitant specialius griperių plokštumų gamybą, pripildymo žarnų perkėlimą ar plėvelės sandarinimo galvutės reguliavimą. Lankščiausios automatizuotos sistemos integruoja vaizdo valdomą robotiką ir adaptuotus valdymo algoritmus, kurie automatiškai kompensuoja dėžučių skirtumus, sumažindamos perstatymo laiką ir išplečiančios suderinamų plastikinių mėsos dėžučių projektų spektrą be įrangos modifikacijų.
Kokie bandymai patvirtina plastikinių mėsos dėžučių veikimą automatizuotuose darbo procesuose prieš pradedant gamybą?
Išsami plastikinių mėsos padėklų projektavimo patvirtinimo bandomoji tikrinimo procedūra apima matmenų tikrinimą naudojant koordinačių matavimo mašinas, kad būtų patvirtinti kritiniai nuokrypiai, mechaninius bandymus, siekiant įvertinti spaudimo stiprumą ir smūgio atsparumą simuliuojamomis pervežimo sąlygomis, bei medžiagų analizę, kad būtų patikrinti trinties koeficientai ir šiluminė stabilumas veikimo temperatūrų diapazone. Funkciniai bandymai su pilotinio masto automatizavimo įranga įvertina griebtukų suderinamumą atliekant ciklinius bandymus, viršijančius 10 000 pakartojimų, konvejerių veikimą esant greičiui nuo minimalaus iki maksimalaus gamybos linijos greičio ir sandarinimo kokybę naudojant gamyboje naudojamus ekvivalentiškus vyniojimo sistemas. Aplinkos poveikio bandymai padėklams taiko temperatūros ciklus, drėgmės poveikį ir mechaninės vibracijos profilius, kurie imituoją pristatymo sąlygas, užtikrindami konstrukcinę vientisumą visame gaminio gyvavimo cikle – nuo automatinio pripildymo iki prekybos vietose rodomų prekių ir vartotojo naudojimo.
Turinys
- Matmeninė tikslumas ir robotizuoto tvarkymo suderinamumas
- Medžiagų savybės, leidžiančios automatinio apdorojimo aplinkos naudojimą
- Integracija su automatinėmis pildymo ir sverimo sistemomis
- Suderinamumas su didelės našumo vyniojimo ir sandarinimo įranga
- Toliau vykstančio apdorojimo ir platinimo aspektai
-
Dažniausiai užduodami klausimai
- Kokius konkretų matmenis plastikinis mėsos padėklas turi išlaikyti automatinėms apdorojimo sistemoms?
- Kaip plastikinių mėsos padėklų medžiagos pasirinkimas veikia konvejerio greičio galimybes?
- Ar esamos automatinės linijos gali priimti skirtingas plastikines mėsos dėžutes be modifikacijų?
- Kokie bandymai patvirtina plastikinių mėsos dėžučių veikimą automatizuotuose darbo procesuose prieš pradedant gamybą?